|
Строительные нормативные акты

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ДСТУ 3799-98 Рейки залізничні вузької колії типів Р18 та Р24. Загальні технічні умови

|

|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
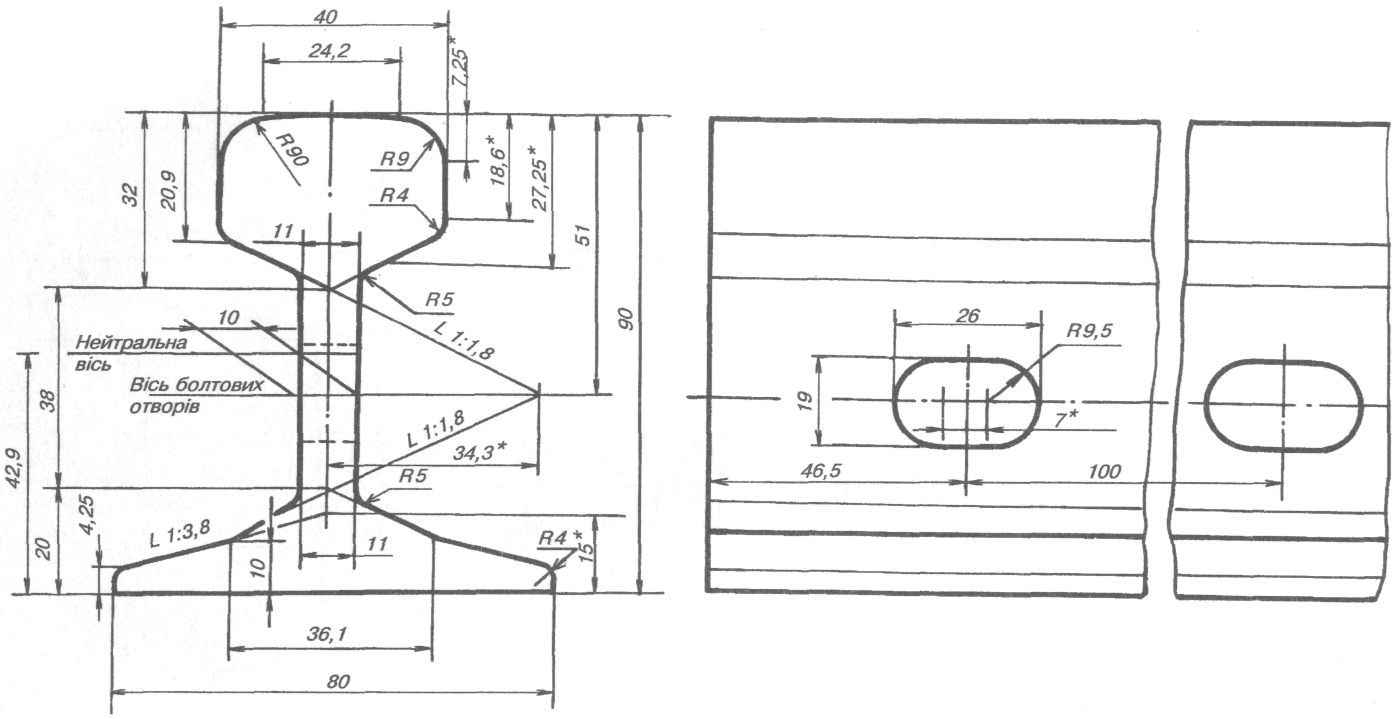
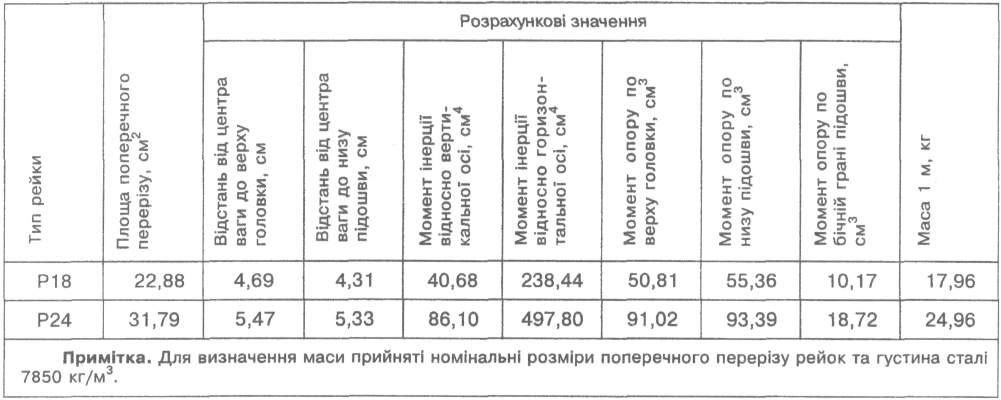
ПЕРЕДМОВА 1 РОЗРОБЛЕНО І ВНЕСЕНО Українським державним науково-дослідним інститутом металів (ТК2) 2 ЗАТВЕРДЖЕНО І ВВЕДЕНО В ДІЮ наказом Держстандарту України від 5 листопада 1998 р. № 891 3 ВВЕДЕНО ВПЕРШЕ із скасуванням в Україні ГОСТ 587682 та ГОСТ 636882 в частині рейок типів Р18 та Р24 4 РОЗРОБНИКИ: О. І. Тришевський, канд. техн. наук; В. А. Єна, канд. техн. наук; Л. І. Іванисенко (керівник розробки) ЗМІСТ 1 Галузь використання 2 Нормативні посилання 3 Основні параметри та розміри 4 Загальні технічні вимоги 4.1 Характеристики 4.2 Маркування 4.3 Пакування 5 Правила приймання 6 Методи контролю 7 Транспортування та зберігання Додаток А Додаток Б ДСТУ 3799-98 ДЕРЖАВНИЙ СТАНДАРТ УКРАЇНИ Рейки залізничні вузької колії типів Р18 та Р24 Загальні технічні умови РЕЛЬСЫ ЖЕЛЕЗНОДОРОЖНЫЕ УЗКОЙ КОЛЕИ ТИПОВ Р18 И Р24 Общие технические условия TYPE P18 AND P24 NARROW-GAUGE RAILWAY RAILS General specifications Чинний від 2000-01-01 1 ГАЛУЗЬ ВИКОРИСТАННЯ Цей стандарт поширюється на рейки типів Р18 та Р24 (далі рейки), призначені для укладання на залізницях вузької колії. Вимоги стандарту обов'язкові, крім вимог 3.3. 2 НОРМАТИВНІ ПОСИЛАННЯ У цьому стандарті є посилання на такі стандарти: ДСТУ 284194 (ГОСТ 2780995) Чавун і сталь. Методи спектрографічного аналізу ДСТУ 305895 (ГОСТ 756694) Металопродукція. Приймання, маркування, пакування, транспортування та зберігання ГОСТ 149784 Металлы. Методы испытания на растяжение ГОСТ 756581 Чугун, сталь и сплавы. Метод отбора проб для химического состава ГОСТ 901259 Металлы. Метод измерения твердости по Бринеллю ГОСТ 1024375 Сталь. Метод испытаний и оценки макроструктуры ГОСТ 1774590 Стали и сплавы. Методы определения газов ГОСТ 22536.087 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа ГОСТ 22536.188 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита ГОСТ 22536.287 Сталь углеродистая и чугун нелегированный. Методы определения серы ГОСТ 22536.388 Сталь углеродистая и чугун нелегированный. Методы определения фосфора ГОСТ 22536.488 Сталь углеродистая и чугун нелегированный. Методы определения кремния ГОСТ 22536.587 Сталь углеродистая и чугун нелегированный. Методы определения марганца ГОСТ 22536.688 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка ГОСТ 2276177 Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия 3 ОСНОВНІ ПАРАМЕТРИ ТА РОЗМІРИ 3.1 Розміри поперечного перерізу рейок, а також розташування та розміри отворів для болтів повинні відповідати вказаним на рисунках 1, 2. Розрахункові значення, площа поперечного перерізу рейок, маса та розподіл металу у перерізі наведені у додатках А і Б. 3.2 Граничні відхилення розмірів рейок повинні відповідати наведеним у таблиці 1. Таблиця 1 У міліметрах
3.3 Несиметричність поперечного перерізу головки і підошви рейок відносно вертикальної осі шийки не повинна перевищувати півсуми граничних відхилень розмірів відповідних елементів профілю. 3.4 Залежно від призначення рейки виготовляють: мірної довжини 8м; немірної довжини від 3 до 12 м; укороченої мірної довжини для кривих ділянок колії 7,87 м. За згодою виробника із споживачем допускається виготовлення рейок мірної довжини інших розмірів. Для підприємств лісної та вугільної промисловості рейки повинні бути мірної довжини. 3.5 Граничні відхилення за довжиною рейок мірної довжини не повинні перевищувати: ± 6 мм для рейок з фрезерованими торцями; ± 20 мм для рейок без фрезерування торців (за згодою виробника із споживачем). 3.6 На обох кінцях рейки виконують по два отвори для болтів. За згодою виробника із споживачем рейки можуть виготовлятися без отворів для болтів на одному або на обох кінцях. 3.7 Приклади умовного позначення Рейка типу Р24 із сталі марки 50 напівспокійної Рейка Р24 50пс ДСТУ 3799-98 Рейка типу Р18 із сталі марки 70 спокійної Рейка Р18 70сп ДСТУ 379998 Тип Р18
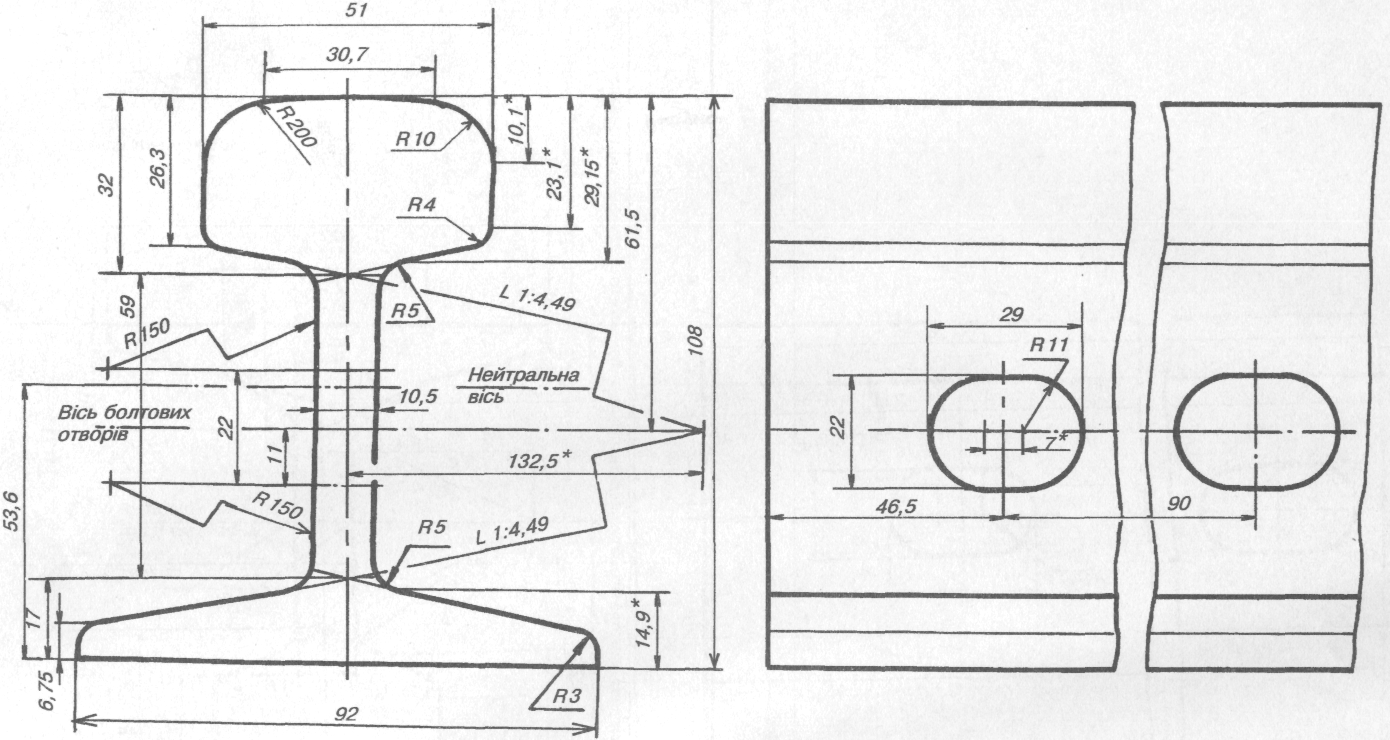
* Розміри для довідок Рисунок 1 Тип Р24
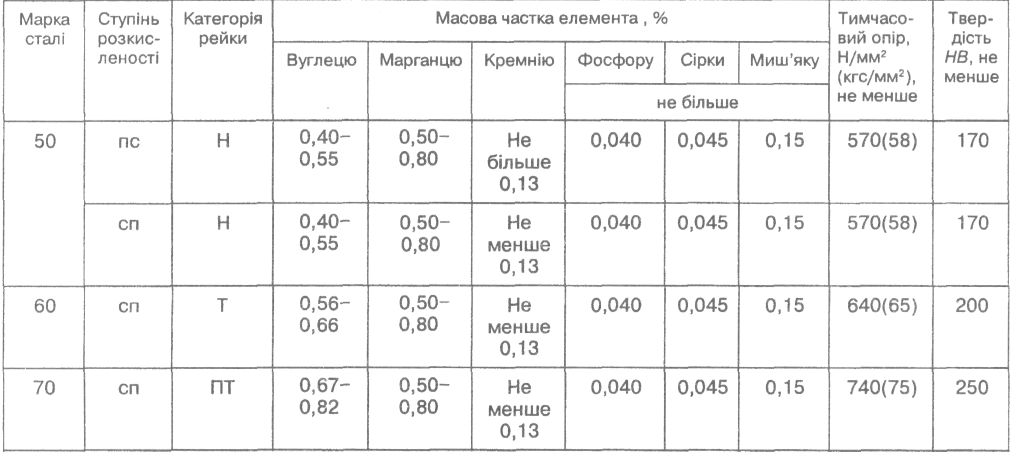
*Розміри для довідок Рисунок 2 4 ЗАГАЛЬНІ ТЕХНІЧНІ ВИМОГИ 4.1 Характеристики 4.1.1 Рейки виготовляють згідно з вимогами цього стандарту з вуглецевої спокійної та напівспокійної сталі. 4.1.2 Рейки залежно від твердості поділяють на три категорії: ? нормальної твердості; ? тверді; ПТ підвищеної твердості. 4.1.3 Марка сталі, хімічний склад сталі (за ківшевою пробою), тимчасовий опір під час розтягнення та твердість повинні відповідати таблиці 2. Таблиця 2
Примітка 1. Рейки з напівспокійної сталі призначені для підземного транспорту гірничорудної та вугільної промисловості. Примітка 2. Допускається перевищення масової частки марганцю до 1,4 % за масової частки вуглецю до 0,80 % та до 1,05 % за масової частки вуглецю більш як 0,80 %. Примітка 3. У сталі, виплавленій на базі керченських руд, допускається масова частка сірки та фосфору до 0,050 % кожного елемента. Примітка 4. Для підприємств лісної галузі виготовляються рейки тільки категорій ? і ПТ. Примітка 5. За згодою виробника із споживачем допускається виготовлення рейок з інших марок сталі. 4.1.4 В готових рейках допускаються відхилення хімічного складу згідно з таблицею 3. Таблиця 3
4.1.5 Допускається мікролегування сталі ванадієм, титаном та рідкоземельними елементами. Масова частка кожного з мікролегуючих елементів не повинна перевищувати 0,05 %. 4.1.6 Технологія виготовлення рейок повинна гарантувати відсутність у них флокенів. 4.1.7 Рейки повинні бути прямими. Місцеві викривлення на будь-якій ділянці рейки не повинні перевищувати 3 мм на 1 м. Кінцеві викривлення не повинні перевищувати 2 мм у випадку вимірювання за допомогою лінійки довжиною 1 м. 4.1.8 Скручування не допускається. Рейки вважають скрученими, якщо під час замірювання їх на контрольному стелажі на кінцях є щілини між підошвою рейки та стелажем (по діагоналі), які перевищують 3 мм. 4.1.9 Кінці рейки повинні бути обрізані під прямим кутом до її поздовжньої осі. Перекіс необроблених торців не повинен перевищувати 2 мм, а фрезерованих 1 мм в разі вимірювання у будь-якому напрямку. Задирки більш як 2 мм не допускаються. Торці рейок не повинні мати слідів усадки у вигляді розшарувань і тріщин. 4.1.10 Поверхня рейок повинна бути без плівок, розривин і тріщин. Не допускаються розкатані пузирі і розкатані тріщини глибиною більш як 1 мм. Допускається видалення дефектів глибиною до 1,5 мм. На шийці рейки, поза межами накладок, допускаються виступи до 5 мм. Виступи повинні бути видалені на відстані 0,5 м від торців рейки. 4.1.11 Осі отворів повинні бути перпендикулярні до бічних граней шийки рейки. На крайках отворів наявність задирок до 2 мм не є бракувальною ознакою. 4.1.12 Пробний відрізок рейки для копрових випробувань повинен витримати випробування на удар за температури від 0 до 40 °С без ознак руйнування. Тріщини на поверхні і виколи підошви як у прольоті, так і на опорах вважають ознаками руйнування. 4.1.13 До першого сорту відносять рейки, які відповідають усім вимогам цього стандарту. До другого сорту відносять рейки, які мають такі відхилення: за хімічним складом від норм, указаних у таблиці 2: ± 0,05 % для вуглецю; 0,1 % - для марганцю; + 0,005 % для фосфору та сірки; за тимчасовим опором під час розтягнення до 10 % відносно вказаного у таблиці 2; за твердістю 20 од. НВ від норм, встановлених у таблиці 2; за поверхневими дефектами та розмірами, за винятком ширини підошви, граничні відхилення, що не перевищують подвоєних допусків для рейок першого сорту; за граничними відхиленнями за шириною підошви до *зомм· 4.2 Маркування 4.2.1 Маркування згідно з ДСТУ 3058 (ГОСТ 7566). 4.2.2 На шийці рейки в гарячому стані викочують літери і цифри висотою не менш як 8 мм, що означають: тип рейок (Р18 чи Р24); дві останні цифри року виготовлення рейок; умовне позначення або товарний знак підприємства-виробника; категорію твердості рейок. Допускається категорію твердості набивати на торці кожної рейки. 4.2.3 Додатково до вказаних знаків на шийці або торці кожної рейки набивають номер або шифр плавки. Знаки маркування повинні бути чіткими. 4.2.4 Торці рейок другого сорту повинні бути пофарбовані незмивною червоною фарбою. 4.2.5 На ярликах повинно бути вказано: клеймо ВТК підприємства-виробника; найменування або умовне позначення підприємства-виробника; марку сталі; номер (шифр) плавки; тип і сорт рейок (сорт рейок вказують тільки для рейок другого сорту); -довжину рейок і масу в'язки. 4.3 Пакування 4.3.1 Пакування згідно з ДСТУ 3058 (ГОСТ 7566). 4.3.2 Прийняті партії рейок пакують у в'язки. 4.3.3 Маса в'язки рейок для підприємств лісної галузі не повинна перевищувати 10 т. Відстань обв'язки від кінця в'язки рейок повинна бути від 0,8 до 1,0 м. 4.3.4 До кожної в'язки рейок прикріплюють два ярлики. 5 ПРАВИЛА ПРИЙМАННЯ 5.1 Загальні правила приймання згідно з ДСТУ 3058 (ГОСТ 7566). 5.2 Рейки приймають партіями. Партія повинна складатися з рейок одного типу, однієї плавки-ковша. Допускаються збірні партії одного сорту, однієї категорії твердості, масою не більш як 100 т. Різниця за вмістом вуглецю в рейках збірної партії не повинна перевищувати 0,03 %, марганцю 0,15 %. Рейкам збірної партії присвоюють умовний номер плавки. 5.3 Кожну прийняту до відвантаження партію рейок супроводжують документом про якість, який містить: найменування або(і) умовне позначення підприємства-виробника; найменування продукції; позначення цього стандарту; сорт і тип рейки; номер замовлення; найменування і адресу споживача; дату відвантаження; номер вагона; номер плавки; кількість рейок у в'язці з зазначенням їх довжини і маси; марку сталі; хімічний склад; механічні властивості. Документ про якість повинен бути підписаний підприємством-виробником. 6 МЕТОДИ КОНТРОЛЮ 6.1 Розміри рейок, скручування і перекіс торців перевіряють вимірювальним інструментом відповідної точності і шаблонами. 6.2 Контроль розмірів отворів проводять з боку входу пуансона. 6.3 Величину кінцевих викривлень і місцевих прогинів визначають щупом за найбільшою щілиною між головкою рейки і контрольною лінійкою довжиною 1 м, прикладеною по хорді. 6.4 Наявність і глибину поверхневих дефектів під час зовнішнього огляду перевіряють пробним вирубуванням. 6.5 Випробування на розтягнення проводять згідно з ГОСТ 1497 на одному зразку від плавки. Від рейки беруть відрізок, з якого виготовляють круглий зразок діаметром 10 мм та 5-кратною розрахунковою довжиною; відрізок клеймують номером плавки. Зразок виточують з верхнього кута головки рейки якомога ближче до поверхні кочення. Допускається застосування статистичних методів контролю. 6.6 Відбір проб для хімічного аналізу проводять згідно з ГОСТ 7565. 6.7 Хімічний аналіз рейкової сталі проводять згідно з ГОСТ 17745, ГОСТ 22536.0 ГОСТ 22536.6, ДСТУ 2841 (ГОСТ 27809) або за методиками, затвердженими у встановленому порядку. 6.8 Контроль макроструктури на наявність флокенів проводять згідно з ГОСТ 10243. Допускається здійснювати контроль макроструктури неруйнівними методами контролю за методиками, затвердженими у встановленому порядку. 6.9 Для випробування рейок на удар під копром від однієї з рейкових штаб кожної десятої плавки відбирають один пробний відрізок довжиною від 1,3 до 1,5 м, який клеймують номером плавки. Пробний відрізок укладають головкою вгору на опори з радіусом закруглення 125 мм і відстанню між ними від 1000 до 1050 мм і піддають удару вантажем масою 500 кг з висоти: 2,7 м для рейок типу Р18; 4,2 м для рейок типу Р24. Якщо маса вантажу становить 1 т, висоту підйому зменшують у два рази. 6.10 Контроль твердості за Брінеллем згідно з ГОСТ 22761 або ГОСТ 9012. 6.11 У випадку незадовільного результату будь-якого випробування подальший контроль рейок здійснюють згідно з ДСТУ 3058 (ГОСТ 7566). 7 ТРАНСПОРТУВАННЯ ТА ЗБЕРІГАННЯ Транспортування та зберігання згідно з ДСТУ 3058 (ГОСТ 7566). ДОДАТОК А (довідковий)
ДОДАТОК Б (довідковий)
Ключові слова: рейки, марка сталі, хімічний склад, твердість, тимчасовий опір, якість поверхні. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Категории документа:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Читайте также:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Copyright © 2009-2013 Bud Info. Все права защищены. Disclaimer
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||