




Ведомственные строительные нормы
Украины
Сварка стальных газопроводов
ВБН А.3.1-36-3-96
Государственная корпорация
"Укрмонтажспецстрой"
Киев 1996
Государственная корпорация
"Укрмонтажспецстрой"
|
Согласовано |
Утверждено |
|
Заместитель Председателя |
Вице-президент |
|
А.П. Сазонов |
Управление, организация и технология
Сварка стальных
газопроводов
ВБН А.3.1-36-3-96
|
Начальник Комплекса НТП корпорации |
Главный инженер ЗАО НПФ "Укрспецмонтажпроект" |
|
В.П. Адрианов |
Л.А. Колесник |
|
Заведующий отделом № 16 |
|
|
Б.Д. Орешник |
|
|
Главный специалист |
|
|
Г.Д. Шкуратовский |
|
|
Главный инженер проекта |
|
|
В.К. Таращук |
Киев-1996
|
Разработаны, внесены и подготовлены к утверждению |
ОА НПФ "Укрспецмонтажпроект" |
|
Исполнители |
БЕШУН Т.И., ОРЕШНИК Б.Д., |
|
ТАРАЩУК В.К., ШКУРАТОВСКИЙ Г.Д. |
|
|
Утверждены |
Приказом по корпорации |
|
"Укрмонтажспецстрой" |
|
|
от ______ 1996 г. № _____ |
|
|
введены |
|
|
в действие с ________ 1996 |
|
|
Согласованы |
ГОСНАДЗОРОХРАНТРУДА УКРАИНЫ |
Ведомственные строительные нормы
Украины
|
Управление, организация и технология сварки Сварка стальных газопроводов |
ВБН А.3.1-36-3-96 Вводится впервые |
Настоящие нормы распространяются на сварку, контроль качества сварных соединений стальных газопроводов на строительстве:
систем газоснабжения на территории населенных пунктов, предназначенных для обеспечения природными газами с избыточным давлением до 1,2 МПа
(12 кгс/см2), сжиженными углеродными газами (СУГ) с избыточным давлением до 1,6 МПа (16 кгс/см2) включ. потребителей, использующих эти газы в качестве топлива;
межпоселковых газопроводов и внеплощадочных газопроводов промышленных предприятий, использующих газ в качестве топлива и сырья.
Нормы распространяются на сварку наружных и внутренних, постоянных и временных газопроводов, котельных, бойлерных. предприятий бытового обслуживания, непроизводственного характера, жилых домов и общественных зданий, газорегуляторных пунктов (ГРП) и газорегуляторных установок (ГРУ), резервуарных, баллонных и испарительных установок.
Настоящие Нормы не распространяются на сварку систем газоснабжения, где строительство осуществляется в соответствии со специальными требованиями, указанными в проектной документации, а также газопроводов, транспортирующих газ в качестве сырья и автомобильных газонаполнительных компрессорных станций.
Нормы предназначены для организаций и предприятий подведомственных корпорации "Укрмонтажспецстрой", осуществляющих строительство систем газоснабжения, но также могут быть использованы и другими ведомствами.
1. Общие положения
- Нормы содержат требования к основным и сварочным материалам, квалификации сварщиков, подготовке и сборке труб под сварку, общие указания по технологии сварки стальных трубопроводов, требования к качеству, методы контроля качества сварных соединений, документации по сварке.
- Требования к сварным стыкам газопроводов зависят от давления транспортирующего газа. В этой связи газопроводы систем газоснабжения подразделяются на следующие категории (табл 1.).
Таблица 1
|
Наименование газопровода |
Рабочее давление, МПа (кгс/см2) |
|
Высокого давления I категории: |
|
|
для природного газа и газовоздушных смесей; |
Св. 0,6 (6) до 1,2 (12) |
|
для сжиженных углеродных газов (СУГ) |
Св. 0,6 (6) до 1,6 (16) |
|
Высокого давления II категории |
Св. 0,3 (3) до 0,6 (6) |
|
Среднего давления |
Св. 0,005 (0,05) до 0,3 (3) |
|
Низкого давления |
До 0,005 (0,05) |
1.3 Вопросы сварки в конкретных условиях производства должны быть отражены в соответствующих технологических картах, разработанных специализированной организацией по сварке.
1.4 Указания мер безопасности и противопожарные мероприятия при сборке-сварке и неразрушающем контроле качества сварных стыков газопроводов в Нормах не содержатся. Они должны выполняться в соответствии с требованиями СНиП III-4-80, Правил пожарной безопасности при выполнении сварочных и других огневых работ на объектах народного хозяйства, Правил техники безопасности и гигиены труда при сварочных работах и огневой резке материалов в строительстве РТМ 36 УССР 14-87, а также Инструкции по технике безопасности при проведении неразрушающего контроля качества сварных соединений УРТМ 36.27-93.
2. Требования к основным материалам
2.1. Для систем газоснабжения следует применять трубы (см. табл. 2.), изготовленные из хорошо свариваемых сталей, содержащих более 0,25 % углерода, 0,05 % серы и 0,056 % фосфора.
2.2. Выбор стальных труб для конкретных условий строительства газопровода следует производить в соответствии с табл. 3 и требованиями, изложенными в данном разделе.
Таблица 2
|
Стандарт на трубы |
Марка стали, стандарт на стали |
Наружный диаметр трубы (включ.), мм |
|
Электросварные прямошовные ГОСТ 10705 и ГОСТ 19704 |
ВСт2сп, ВСт3сп не менее 2-й категории ГОСТ 380; 10, 15, 20 ГОСТ 1050 |
10-325 |
|
Электросварные ТУ 14-3-943-80 |
ВСт3сп ГОСТ 380, 10 ГОСТ 1050 |
219-325 |
|
Электросварные со спиральным швом ГОСТ 8696 |
ВСт2сп, ВСт3сп ГОСТ 380 |
159 и более |
|
Бесшовные горячедеформированные ГОСТ 8731 и ГОСТ 8732 |
10, 20 ГОСТ 1050 |
45-325 |
|
Бесшовные холоднодеформированные, теплодеформированные ГОСТ 8733 и ГОСТ 8734 |
10, 20 ГОСТ 1050 |
10-45 |
|
Бесшовные горячедеформированные по ТУ 14-3-190-82 |
10, 20 ГОСТ 1050 |
57 и более |
Таблица 3
|
Группа труб |
Марка стали |
|
I |
спокойная (сп) и полуспокойная (пс) стали марок Ст2, Ст3, Ст4, 08, 10, 15 и 20 |
|
II |
кипящая (кп) сталь марок Ст2, Ст3, Ст4 |
|
III |
низколегированная сталь марок 09Г2С, 10Г2 |
2.3. Допускается применять стальные трубы, указанные в п.2.1., но изготовленные из полуспокойной и кипящей стали, в следующих случаях:
для подземных газопроводов, сооружаемых в районах с расчетной температурой воздуха до минус 30 °С включ.;
для надземных газопроводов, сооружаемых в районах с расчетной температурой наружного воздуха до минус 10 °С включ. и температурой до минус 20 °С включ. только трубы из полуспокойной стали.
2.4. Для наружных и внутренних газопроводов низкого давления, в том числе для их соединительных частей, допускается применять трубы групп I и II, изготовленные из спокойной, полуспокойной и кипящей стали марки Ст1, Ст2, Ст3, Ст4 по ГОСТ 380 и 08, 10, 15, 20 по ГОСТ 1050. Сталь марки 08 допускается применять при технико-экономическом обосновании, марки Ст4 при содержании в ней углерода не более 0,25 %.
2.5. Для участков газопроводов всех давлений, испытывающих вибрационные нагрузки (соединенные непосредственно с источником вибрации в ГРП, ГРУ, компрессорных и др.), следует применять стальные трубы изготовленные из спокойной стали с содержанием углерода не более 0,24 % (например, Ст2, Ст3, 08, 10, 15 по ГОСТ 1050).
2.6. Сварные соединения труб должны быть равнопрочными основному металлу. Указанное требование следует вносить в заказные спецификации.
Допускается применять трубы по ГОСТ 3262 для строительства наружных и внутренних газопроводов низкого давления с условным диаметром до 80 мм включительно.
2.7. Соединительные части и детали систем газоснабжения следует предусматривать из спокойной стали (литые, кованые, штампованные, гнутые или сварные) или из ковкого чугуна, изготовленные в соответствии с государственными и отраслевыми стандартами.
Допускается применять соединительные части и детали, изготовленные по чертежам, выполненным проектными организациями с учетом технических требований одного из стандартов на соответствующую соединительную часть или деталь.
Соединительные части и детали систем газоснабжения допускается изготавливать из стальных и прямошовных сварных труб или листового проката, металл которых отвечает техническим требованиям.
2.8. Соединительные части и детали должны быть заводского изготовления. Допускается применение соединительных частей и деталей, изготовленных на базах строительных организаций, при условии контроля всех сварных соединений (для сварных деталей) неразрушающими методами.
2.9. Фланцы, применяемые для присоединения к газопроводам арматуры, оборудования и приборов, должны соответствовать ГОСТ 12820 и ГОСТ 12821.
2.10. Фасонные детали трубопроводов должны соответствовать ГОСТ 17376, ГОСТ 17378 и ГОСТ 17379.
2.12. На все трубы и фасонные детали должны быть получены сертификаты (или заверенные копии) завода-изготовителя. В сертификатах должно быть указано, что трубы испытаны гидравлическим давлением, или даны гарантии того, что трубы выдержат гидравлическое давление согласно требованиям стандартов или ТУ.
2.13. Полученные трубы осматривают, проверяя их геометрические размеры и состояние, отсутствие плен, закатов, трещин и механических повреждений. Кривизна труб не должна превышать 1,5 мм на 1 м, концы должны быть срезаны под прямым углом, а кромки скошены со снятием фаски под углом . (рекомендуемое приложение 2).
2.14. На каждой трубе диаметром более 35 мм и толщиной стенки более
3 мм, на расстоянии 200 мм от концов должно быть клеймо завода-изготовителя.
2.15. На поверхности фасонных частей не должно быть вмятин, забоин, трещин или глубинной эрозии. Допуски на овальность должны находиться в пределах значений, указанных в соответствующих ГОСТ.
2.16. Марки труб и фасонные детали должны применяться в соответствии с проектом. Замена их допускается только после согласования с проектной организацией.
3. Сварочные материаллы.
3.1. Выбор тех или иных сварочных материалов обуславливается, в первую очередь, группой свариваемых труб.
3.2. Ручную электродуговую сварку труб следует выполнять электродами, указанными в табл. 4.
Таблица 4
|
Группа свариваемых труб |
Тип электродов по ГОСТ 9467-75 |
Диаметр электродов, мм |
|
I, III |
Э42, Э46 |
3; 3,25; 4 с целлюлозным покрытием для сварки корневого шва |
|
Э42А, Э46А, Э50А |
2,5; 3; 3,25 с основным покрытием для сварки корневого слоя шва 3,25 и 4,0 с основным покрытием для сварки заполняющих и облицовочных слоев шва |
|
|
I, II |
Э42, Э46 |
с рутиловым покрытием для сварки всех слоев шва постоянным током |
|
I, II |
Э42 |
с рутиловым покрытием для сварки всех слоев шва переменным током |
Примечание.
Сварочную проволоку и флюсы следует подбирать по ГОСТ 2246, ГОСТ 9087, соответственно, в зависимости от группы свариваемых труб в следующих сочетаниях:
для труб I и II группы Св-08 и АН-348А, Св-08А и АНЦ-1 (ТУ 108.1424-86), Св-08ГА и АН-47;
для труб III группы Св-08А и АН-348А, АНЦ-1 и АН-47.
Для механизированной сварки труб в среде углекислого газа следует применять сварочную проволоку по ГОСТ 2246 марки Св-08Г2С.
При газовой сварке применяют сварочную проволоку по ГОСТ 2246 марок Св-08, Св-08А, Св-08ГА, Св-08Г2С, Св-08ГС, Св-12ГС.
3.3. Целесообразно применение сварочных проволок с омедненной поверхностью. В заявочных спецификациях к марке проволоки должна добавляться буква "О", например, обозначение проволоки для сварки в углекислом газе диаметром 1,6 мм: 1,6 Св-08Г2С-0.
3.4. Для газовой сварки следует применять кислород технический по ГОСТ 5583 и ацетилен в баллонах по ГОСТ 5467 или полученный на месте производства работ и переносных генераторах из карбида кальция по ГОСТ 1460. Применение газов-заменителей возможно по согласованию с местными органами Госнадзорохрантруда.
3.5. Для механизированной сварки в углекислом газе должна применяться сварочная углекислота по ГОСТ 8050 чистотой не менее 99,5 %. Пищевая углекислота при подаче к месту сварки должна быть опущена в силикагеле или алюмогеле. Баллон с газом должен отстоятся перед употреблением в течение 15-80 мин. Можно также его перевернуть и, осторожно приоткрыв вентиль, выпустить воду.
3.6. Каждая партия электродов, проволоки и флюса должна иметь сертификат (или копию сертификата).
3.7. При отсутствии сертификатов сварочные материалы можно использовать только после соответствующих испытаний и получений заключения о соответствии данной партии требований стандартов.
3.8. Независимо от наличия сертификатов сварочные материалы перед применением подлежат внешнему осмотру и проверки технологических свойств на соответствие требованиям стандартов.
3.9. Сварочные материалы следует хранить в сухих отапливаемых помещениях, в которых все время температура не ниже 15 ?С, а относительная влажность не более 50 %.
Электроды должны храниться на стеллажах раздельно по маркам и партиям.
3.10. Перед применением электроды и флюс должны быть прокалены по режиму табл 5.
Таблица 5
|
Тип электрода |
Тип покрытия |
Температура прокалки, ?С |
|
Э42А, Э50А |
Основной |
350-370 в течение 0,7 ч |
|
Э42, Э46 |
Рутиловый |
180-200 в течение 1-1,5 ч |
|
Э42, Э46 |
Рутил-целлюлозный |
100-120 в течение 1 ч |
|
Флюс плавленый |
300-400 в течение 1 ч |
|
Примечание.
Прокалка более двух раз не допускается.
Сведения о прокалке сварочных материалов необходимо регистрировать в специальном журнале.
3.11. Перед сваркой сварочную проволоку следует просушить и очистить если на поверхности ее имеются масла, окалина, ржавчина и другие загрязнения.
4. Организация сварочных работ. Требования к квалификации работников
4.1. Руководство работами по сварке должно быть возложено на ИТР, прошедшего специальную подготовку и проверку знания соответствующих нормативных документов.
4.2. К сварке газопроводов допускаются рабочие, прошедшие подготовку и испытания в соответствии с Правилами аттестации сварщиков, утвержденными Госнадзорохрантруда и ДСТУ 2944 методами, указанными в удостоверении.
4.3. Ручную сварку газопроводов выполняют электросварщики, газосварщики и электрогазосварщики не ниже следующей квалификации:
- разряда сварка трубопроводов наружных и внутренних сетей газоснабжения низкого давления (в цеховых условиях);
- разряда сварка трубопроводов наружных и внутренних сетей газоснабжения низкого давления (на монтаже); среднего и высокого давления (в цеховых условиях);
6 разряда сварка трубопроводов наружных сетей газоснабжения среднего и высокого давления (на монтаже и в цеховых условиях).
4.4. Автоматическую и механизированную сварку газопроводов выполняют электросварщики на автоматических и полуавтоматических машинах, а также операторы (сварщики) на контактных машинах не ниже 4 разряда и подручные (при необходимости) сварщики 3 разряда.
- Для получения прав (удостоверения) сварщик должен сдать экзамены аттестационной комиссии.
- Каждому сварщику должен быть присвоен номер (клеймо) который он обязан выбивать или наплавлять на расстоянии 50-100 мм от сваренного им стыка (или участка стыка) газопровода со стороны, удобной для осмотра.
- Периодические испытания сварщиков проводятся не реже одного раза в два года.
- Независимо от наличия удостоверения, перед допуском сварщика к работе по сварке газопроводов необходимо заварить допускные стыки в следующих случаях:
если рабочий впервые приступает к сварке газопроводов или имел перерыв в работе более календарного месяца;
если нужно сваривать трубы из марки стали, отличающейся от ранее свариваемой данным рабочим своим свойством по свариваемости;
если нужно применить новые для сварщика сварочные материалы (электроды, проволоку, газы, флюсы).
4.9. Контроль допускного стыка следует осуществлять: внешним осмотром и измерениями в соответствии с требованиями ГОСТ 3242, ГОСТ 16037; радиографическим методом по ГОСТ 7512; механическими испытаниями по ГОСТ 6996, указанными в разделе 8.
При неудовлетворительных результатах контроля допускного стыка:
внешним осмотром и измерениями допускной стык следует браковать, и дальнейшему контролю он не подлежит;
физическими методами или механическими испытаниями проверку следует повторить на удвоенном числе стыков.
4.10. Проверка качества сварочных работ при сооружении газопроводов должна осуществляться силами сварочной лаборатории специализированной организации и контролироваться техническим надзором заказчика и предприятием газового хозяйства.
4.11 К контролю качества неразрушающими методами сварных стыков газопроводов, выполненных электродуговой и газовой сваркой, допускаются дефектоскописты, аттестованные по I-II уровню.
Заключение о качестве сварных стыков могут давать дефектоскописты не ниже II-го уровня.
4.12. К контролю качества сварных соединений, выполненных контактной сваркой с помощью установок типа ТКУП-321, допускаются рабочие, прошедшие соответствующую подготовку и аттестованные аттестационной комиссией.
4.13. На монтаже сварку следует выполнять только в условиях надежной защиты от ветра и попадания на стык атмосферных осадков и грязи.
5. Требования к подготовке и сборке трубопроводов под сварку
5.1. Перед сборкой под сварку стальных труб необходимо:
очистить их внутреннюю полость от засорений (грунта, льда, снега, воды, строительного мусора и др.);
проверить геометрические размеры кромок, выправить плавные вмятины на концах труб глубиной до 3,5 % наружного диаметра;
очистить до чистого металла кромки и прилегающую к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм. Концы труб, имеющие трещины, надрывы, забоины, задиры фасок глубиной более 5 мм, вмятины глубиной более 3,5% наружного диаметра следует обрезать.
При температуре воздуха ниже 5 0С правка концов труб без подогрева не допускается. Свободные торцы труб необходимо надежно закрыть заглушками.
- При подготовке под сварку стыковых соединений труб необходимо проверить их торцы на перпендикулярность плоскости реза оси трубы. Отклонение от перпендикулярности не должно превышать 1 мм при диаметре труб до 133 мм и 1,5 мм при диаметре трубы 133-325 мм. Рекомендуемые приспособления для контроля указаны в приложении 2.
- Концы труб обрабатывают с помощью труборезных станков, кислородных резаков. После газовой резки торца следует подвергнуть механической обработке для удаления грата и сглаживания поверхности кромок. Газопламенная резка труб диаметром до 40 мм не допускается.
- Для закрепления стыкуемых труб в фиксированном под сварку положении следует применять центровочные и другие приспособления и ставить прихватки. Прихватку стыков должен выполнять рабочий, квалификация которого соответствует требуемой для сварки. Сварочные материалы должны быть той же марки, которая требуется для сварки корневого слоя стыка.
- В качестве центрирующих приспособлений рекомендуется использовать центраторы трубосварочные ЦТ 60 (34-60 мм), ЦТ-114 (76- 114 мм) и ЦТ 426 (219-426 мм). Названные центраторы изготовляются Полтавским механическим заводом. Трубы диаметром до 150 мм собираются с помощью самодельной струбцины (приложение 3).
- Прихватки следует равномерно располагать по периметру стыка в количестве: для труб диаметром до 80 мм включительно 2шт., свыше 80 мм до 150 мм включительно 4 шт., свыше 300 мм через каждые 250 мм.
- Высота прихватки должна составлять 1/3 толщины стенки трубы, но не менее 2 мм.
Длина каждой прихватки должна составлять: 20-30 мм при диаметре стыкуемых труб до 50 мм включительно; 50-60 мм при диаметре стыкуемых труб свыше 50 мм.
- Допускаемые смещения труб не должны превышать величины 0,15 S плюс 0,5 мм, где S наименьшая из толщин стенок свариваемых труб, мм.
- Продольные и спиральные сварные швы труб при стыковке следует смещать относительно друг друга на 15 мм при диаметре до 50 мм, на 50 мм при диаметре от 50 до 100 мм и на 100 мм при диаметре свыше 100 мм.
- Типы, конструктивные элементы и размеры сварных соединений стальных газопроводов должны соответствовать ГОСТ 16037 (см. приложение 4.)
- Сборку стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 6. производят также, как и деталей.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (рис. 1а).
Таблица 6
|
Толщина тонкой детали |
Допускаемая разность толщин деталей |
|
До 3 |
1 |
|
Св. 3 до 7 |
2 |
|
Св. 7 до 10 |
3 |
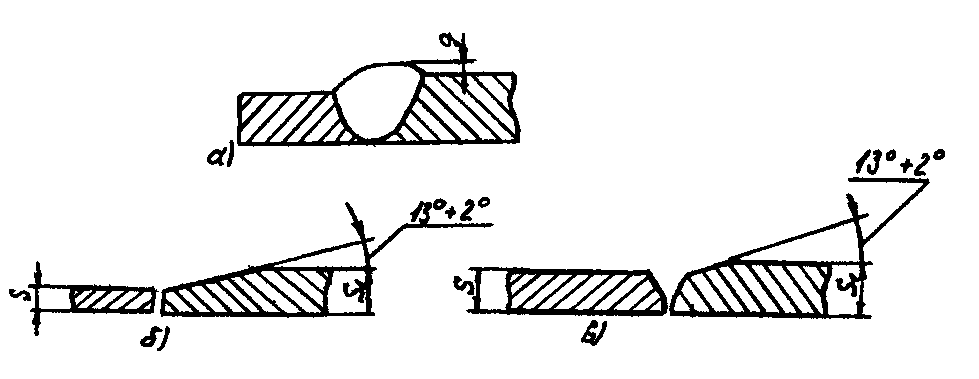
Рис. 1. Стыковка труб разной толщины
5.12. При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 6, на детали, имеющей большую толщину S1, должен быть сделан скос до толщины тонкой детали S (рис. 1б, в). При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
5.13. При стыковке труб должна быть обеспечена их прямолинейность. Допускаемое отклонение от прямолинейности, измеренное на расстоянии 20 мм по обе стороны стыка, не должно превышать 0,5 мм (рис. 2). Замеры производят в 3-4 точках по окружности трубы, при этом величина просвета "а" между концом линейки и трубой не должна превышать 1,0 мм.
5.14. При сборке прямого участка трубопровода с отводами, переходами и другими деталями, а также при сборке отводов друг с другом или при установке сферических заглушек должны соблюдаться те же требования, что и при сварке прямых участков труб. При сборке штуцеров, тройников, крестовин, бобышек и гильз для термометров дополнительно контролируют по заданному углу правильность расположения стыкуемых деталей относительно друг друга, а также по отношению к основной трубе с тем, чтобы не уменьшить живое сечение трубы.
5.15. При сборке и сварке фланцевых соединений фланцы следует устанавливать так, чтобы отверстия для болтов и шпилек были расположены симметрично относительно вертикальной оси и не совпадали с ней, если в проекте нет особых указаний для этого случая.
Правильность установки фланца проверяют с помощью фланцевого угольника.

Рис. 2. Проверка прямолинейности стыкового соединения
5.16. Разрешается проводить горячую подкатку труб на месте монтажа при одинаковом условном проходе стыкуемых труб диаметром до 150 мм включительно с толщиной стенки не более 7 мм.
5.17. Укладку газопроводов в траншею следует производить, как правило, путем опуска (с бровки траншеи) плетей или отдельных секций с последующей сваркой их в траншее.
Длина ввариваемой в линейную часть подземного газопровода монтажной "катушки" должна быть не менее 200 мм.
5.18. При вварке в газопровод фасонных частей, узлов, арматуры должна быть обеспечена соосность ввариваемых элементов с газопроводом. Перекосы не допускаются.
5.19. Заделка сварных соединений газопроводов и арматуры в стены или перекрытия запрещается. Участки внутренних газопроводов, проложенные в футлярах, не должны иметь стыковых соединений. Диаметр футляра должен быть не менее чем на 100 мм больше диаметра трубы.
5.20. Расстояние от сварных поперечных стыков подземных газопроводов до стенки пересекаемых подземных инженерных коммуникаций и других сооружений должно быть (в плане) не менее 1 м. При прокладке газопровода в футляре расстояние от сварного шва до конца футляра должно быть не менее 300 мм.
5.21. Сварные стыки газопроводов диаметром до 200 мм при подземной прокладке должны находиться от края опоры на расстоянии не менее 200 мм, а стыки газопроводов диаметром более 200 мм не менее 325 мм. При прокладке газопроводов через стенку расстояние от сварного шва до футляра должно быть не менее 50 мм. Расстояние до опоры должно быть не менее 400 мм.
5.22. При монтаже газопроводов в сейсмических районах с сейсмичностью 7 баллов и более, а также в районах с просадочными и пучнистыми грунтами необходимо выполнить следующие требования:
правка концов труб не допускается. Деформированные концы труб обрезать;
устранение недопустимых зазоров между торцами труб при сварке плетей или несоосности труб посредством нагрева, растяжения не допускается. Указанные дефекты можно устранять с помощью вварки коротких вставок ("катушек") длиной не менее 200 мм;
при несовпадении толщин стенок свариваемых труб или арматуры на 3 мм и более применять переходные кольца, изготовленные в мастерских;
применять штампованные крутоизогнутые и гнутые фасонные части.
Применение сварных фасонных частей допускается только по согласованию с проектной организацией.
6. Общие технологические указания по сварке газопроводов
Ручная электродуговая сварка
6.1. Сварка стыков должна выполняться без подкладных колец. Рекомендуется питание дуги от источников постоянного тока.
6.2. Первый (корневой) слой следует сваривать электродами диаметром 2,5-3 мм Число слоев в шве стыка со скосом кромок при толщине стенок до 6 мм должно быть не менее двух, а при толщине стенок более 6 мм не менее трех.
6.3. В трехслойном шве (толщина стенок 6-12 мм) высота первого слоя 15-20% толщины стенки, I + II слоев 40-75%. В процессе сварки стыка желательно не допускать перерывов в работе. Вынужденный перерыв становится возможным после заполнения 50-60% толщины стенки.
6.4. При сварке разбивка стыка должна производиться с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях были смещены один относительно другого не менее чем на 15 мм, а последующий слой перекрывал предыдущий на длине 15-20 мм.
6.5 Ориентировочные режимы сварки рекомендуемыми электродами неповоротных стыков газопроводов см. в табл. 7.
Таблица 7
|
Тип электрода |
Марка электродов |
Тип покрытия |
Диаметр, мм |
Сварочный ток, А |
|
Э42А |
УОНИ-13/45 |
основной |
2,5 |
40-75 |
|
Э50А |
УОНИ-13-55 |
основной |
2,5 |
40-75 |
|
3,0 |
70-100 |
|||
|
4,0 |
130-160 |
|||
|
Э50А |
АНО-ТМ |
основной |
2,5 |
50-70 |
|
3,0 |
70-120 |
|||
|
4,0 |
140-200 |
|||
|
Э46 |
МР-3 |
Рутилово-основной |
3,0 |
100-140 |
|
4,0 |
160-200 |
|||
|
Э46 |
АНО-4 |
рутиловый |
3,0 |
90-140 |
|
4,0 |
150-200 |
|||
|
Э46 |
АНО-21 |
рутиловый |
2,5 |
60-110 |
|
3,0 |
90-140 |
|||
|
Э46 |
АНО-29М |
рутил-целлюлозный |
2,5 |
50-100 |
|
3,0 |
60-110 |
6.6. Порядок наложения швов при сварке зависит от диаметра трубы, марки стали, положения стыка (поворотный или неповоротный).
6.7. Вертикальные неповоротные стыки сваривают в направлении вверх или вниз. Наплавку слоя в потолочной части стыка начинают, отступив на 10-30 мм от нижней точки. В процессе сварки следует обращать внимание на обеспечение провара корня, кромок шва и заделку кратера. После наложения каждого слоя необходимо полностью удалить шлак и брызги.
6.8. Сварку вертикальных неповоротных стыков труб диаметром более
219 мм с целью равномерного распределения напряжений по стыку и уменьшения деформаций следует выполнять обратноступенчатым способом, при этом длина каждого участка не должна превышать 200-250 мм.
6.9. Горизонтальные стыки труб диаметром менее 219 мм сваривает один сварщик, соблюдая правила "замков" в соседних слоях или участках.
Газовая сварка
6.10. Газовая сварка ацетиленом допускается для газопроводов условным диаметром не более 150 мм с толщиной стенок до 5 мм включительно со скосом кромок, а при толщине стенок до 3 мм включительно без скоса кромок. Газовую сварку следует производить только в один слой.
Газовая сварка с применением пропан-бутановой смеси допускается только для газопроводом давлением до 0,005 МПа (0,05 кгс/см2) включительно условным диаметром не более 150 мм с толщиной стенки до 5 мм включительно.
6.11. Газовую сварку стыков труб выполняют левым или правым способом. Выбор способа сварки зависит от толщины стенки трубы и расположения сварного стыка в пространстве: для вертикальных неповоротных стыков и труб с толщиной стенки до 3 мм рекомендуется левый способ; для горизонтальных стыков и труб с толщиной стенки свыше 3 мм правый.
6.12. При левом способе сварки горелку и проволоку перемещают зигзагообразно поперек шва, но так, чтоб их движения в один и тот же момент были направлены в противоположные стороны. При правом способе горелку передвигают без колебательных движений, а проволоке сообщают спиралеобразные движения.
6.13. Режимы газовой ацетилено-кислородной сварки приведены в табл. 8.
Таблица 8
|
Положение стыка |
Толщина стенки трубы, мм |
Диаметр присадочной проволоки, мм |
Расход, л/ч |
Давление МПа (кгс/см2) |
Номер наконечника |
||
|
ацетилена |
кислорода |
ацетилена |
кислорода |
||||
|
Вертикальное и горизонтальное неповоротное |
2-3 |
2-3 |
120-240 |
130-260 |
не ниже 0,1 (0,1) |
0,16-0,4 (1,6-4) |
1 |
|
3-4 |
3-4 |
230-430 |
250-440 |
0,2-0,4 (2-4) |
2 |
||
|
5 |
4 |
230-430 |
230-440 |
0,2-0,4 (2-4) |
3 |
||
6.13. При сварке пропан-бутаном можно использовать горелки, серийно выпускаемые для ацетиленовой сварки (Г2-05, Г3-05).
6.14. Режимы газовой сварки пропан-бутаном приведены в табл. 9.
Таблица 9
|
Положение стыка |
Толщина стенки трубы, мм |
Предварительный зазор в стыке, мм |
Угол скоса кромок |
Скорость сварки, м/ч |
Диаметр присадочной проволоки, мм |
Расход, л/ч |
Давление МПа (кгс/см2) |
Номер наконечника |
||
|
пропан-бутана |
кислорода |
пропан-бутана |
кислорода |
|||||||
|
Вертикальное и горизонтальное |
1-2 |
1,5-2 |
Без скоса |
5-7 |
1,5-2 |
80-180 |
211-360 |
0,002 (0,02) |
0,2-0,4 (2-4) |
2-3 |
|
2-3 |
2-3 |
то же |
4-5 |
2-2,5 |
120-270 |
420-945 |
0,0025 (0,025) |
0,3-0,5 (3-5) |
||
Примечание.
Присадочная проволока Св-10ГС, Св-12ГС, Св-08Г2С.
6.15. В процессе сварки одного стыка нельзя допускать перерыва в работе до заполнения всей разделки. При вынужденных перерывах и по окончании сварки пламя горелки, во избежания образования трещин, усадочных раковин и пор, следует отводить от расплавленного металла постепенно.
Механизированная сварка в углекислом газе
6.16. Метод применяется для сварки газопроводов с толщиной стенки до 6 мм на трубозаготовительных базах и монтажно-заготовительных заводах и подварки корня шва перед автоматизированной сваркой под флюсом.
6.2. Сварка в углекислом газе выполняется на постоянном токе обратной полярности. Режим сварки приведен в табл. 10.
Таблица 10
|
Толщина стенки трубы, мм |
Диаметр проволоки, мм |
Слой |
Сварочный ток, А |
Скорость сварки, м/ч |
Расход СО2, м3/мин |
Вылет электрода, мм |
|
1,5 |
1 |
Первый |
100-110 |
18-19 |
10-12 |
8-13 |
|
2,0 |
1 |
Первый |
130-150 |
20-21 |
||
|
2-4 |
1 |
Первый |
140-160 |
20-21 |
14-18 |
9-15 |
|
5-6 |
1,2 |
Первый |
170-250 |
21-22 |
14-18 |
10-14 |
|
Второй |
180-250 |
21-22 |
||||
|
Давление, МПа (кгс/см2) 0,15 (1,5) Напряжение, В 24-26 |
||||||
6.18. Выполняя сварку корневого слоя в среде углекислого газа, прихватки можно полностью не переплавлять, если они выполнены этим же способом.
6.19. При сварке в углекислом газе поворотных стыков труб электрод смещают от вертикальной оси в сторону, обратную вращению трубы, на 10-20?.
Автоматизированная сварка
6.20. Стыки труб диаметром 219 мм и более сваривают автоматом под слоем флюса после предварительной подварки корня шва вручную или полуавтоматом в среде углекислого газа.
6.21. Режимы сварки под флюсом по предварительной подварке приведены в табл. 11.
Таблица 11
|
Диаметр трубы, мм |
Толщина стенки, мм |
Диаметр электродной проволоки, мм |
Слой |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Вылет электрода, мм |
Смещение электрода с зенита, мм |
|
219-325 |
5 |
2 |
один |
280-320 |
35-38 |
20-24 |
30-35 |
30-40 |
6.22. Сварку рекомендуется выполнять на постоянном токе обратной полярности.
Допускается сварка на переменном токе проволокой диаметром 3 мм.
Контактная стыковая сварка оплавлением
6.23 Сварку труб диаметром 57-324 мм можно осуществлять с помощью передвижных установок КС-5, ТКУП-321 и др.
В состав установок входят: сварочная машина; агрегат снятия грата; устройство зачистки концов труб под контактные башмаки; передвижная электростанция, трубоукладчики.
- Установку ТКУП-321 может обслуживать бригада, состоящая из 5-7 человек в составе: оператора (сварщика), помощника оператора (он же управляет внутренним гратоснимателем), двух машинистов трубоукладчиков, одного двух вспомогательных рабочих.
- Технологию стыковой контактной сварки, настройки сварочной машины, методику регистрации и расшифровки параметров процесса сварки см. в Инструкции № 16-198.
7. Сварка газопроводов в зимних условиях
7.1. При выполнении сварочных работ в холодное время года необходимо: очистить свариваемые концы труб от льда и снега и просушить их пламенем или другими средствами;
тщательно оградить место сварки от снега и ветра;
обеспечить замедление скорости охлаждения свариваемого стыка и прилегающей зоны путем укрытия асбестом или другими средствами.
7.2. Необходимость предварительного подогрева стыков следует определять в зависимости от марки свариваемых труб, подразделяющихся на группы
(см. табл. 2):
предварительный подогрев стыков следует производить при сварке труб с толщиной стенки от 5 до 10 мм включительно электродами с рутиловым или целлюлозным покрытием при температуре наружного воздуха ниже минус 20 °С для труб I и II группы; ниже, минус 10 °С для труб III группы. Минимальная температура подогрева должна составлять 100 °С и измеряться на расстоянии 5-10 мм от кромки трубы.
7.3. Исправление дефектов при низких температурах можно производить путем выплавки и заварки по теплому или подогретому металлу.
7.4. При температуре воздуха ниже минус 5 °С не должны допускаться удары по трубам, гибка их и правка концов без подогрева.
8. Контроль качества сварных соединений
8.1. Проверка качества сварных стыков газопроводов должна выполняться перед их изоляцией.
- Применяют следующие виды контроля: входной, операционный и приемочный.
- При входном контроле подлежит проверке:
а) квалификация сварщика;
б) качество сварочных материалов;
в) состояние сварочного оборудования, сборочно сварочных приспособлений и приборов для дефектоскопии.
8.4. При операционном контроле проверяют:
а) соответствие материала свариваемых элементов (узлов) запроектированной марке стали;
б) качество подготовки труб и деталей под сварку;
в) качество сборки под сварку;
г) в процессе выполнения сварки режим сварки, порядок наложения отдельных слоев, их форму, зачистку шлака между слоями, наличие наружных дефектов в швах.
8.5. Приемочный контроль включает:
а) внешний осмотр и измерение сварных швов;
б) ультразвуковую дефектоскопию, просвечивание (рентгено-гаммаграфирование);
в) механические испытания.
8.6. Стыки, сваренные дуговой или газовой сваркой, по результатам внешнего осмотра должны соответствовать ГОСТ 16037 (обязательное приложение 4), а также удовлетворять следующим требованиям:
швы и прилегающие к ним поверхности труб на расстоянии не менее 20 мм (по обе стороны шва) должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений;
швы не должны иметь трещин, прожогов, незаваренных кратеров, выходящих на поверхность пор, а также подрезов глубиной более 5% толщины стенки труб (более 0,5 мм) и длиной более 1/3 периметра стыка (более 150 мм).
8.7. Для определения механических свойств стыков, сваренных дуговой или газовой сваркой, следует производить следующие виды механических испытаний:
испытание на статическое растяжение;