


ДСТУ 3760-98
ГОСУДАРСТВЕННЫЙ СТАНДАРТ УКРАИНЫ
ПРОКАТ АРМАТУРНЫЙ
ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Общие технические условия
1998
ПРЕДИСЛОВИЕ
1 РАЗРАБОТАН Институтом черной металлургии НАН Украины, Техническим комитетом 4 «Чугун, прокат листовой, прокат сортовой термоупрочненный, изделия для подвижного состава, метизы и ТИП», НИИСК Госкомитета строительства, архитектуры и жилищной политики Украины, комбинатом «Криворожсталь» и Холдинг-компанией «Интермет»
ВНЕСЕН Техническим комитетом 4 «Чугун, прокат листовой, прокат сортовой термоупрочненный, изделия для подвижного состава, метизы и ТИП»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом Госстандарта Украины от 25 июня 1998 г. № 447
3 Настоящий стандарт соответствует ISO 6934, ISO 6935, DIN 488 и ENV 10080 в части основных параметров и размеров, химического состава, механических свойств и методов
испытаний
4 ВВЕДЕН ВПЕРВЫЕ (с отменой в Украине ГОСТ 578182 и ГОСТ 1088494)
5 РАЗРАБОТЧИКИ: В. И. Большаков, Ю. Т. Худик (руководитель разработки), Е. М. Рыбалка, П. И. Кривошеее, В. А. Критов, В. А. Нечипоренко, Н. М. Омесь, В. А. Шеремет, И. Е. Полуновский, Ю. М. Хрустенко, Н. П. Жильцов, И. М. Любимов, А. В. Кекух
СОДЕРЖАНИЕ
|
[1] ГОСУДАРСТВЕННЫЙ СТАНДАРТ УКРАИНЫ [1.1] Общие технические условия [1.1.0.1] ГОСУДАРСТВЕННЫЙ СТАНДАРТ УКРАИНЫ [1.1.1] ПРОКАТ АРМАТУРНЫЙ [1.1.2] ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ [2] 1 ОБЛАСТЬ ПРИМЕНЕНИЯ [3] НОРМАТИВНЫЕ ССЫЛКИ [4] 3 ОПРЕДЕЛЕНИЯ [5] [6] 5 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ [7] ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ [7.1] 6.1 Характеристики [7.2] 6.2 Маркировка и упаковка [8] 7 ПРАВИЛА ПРИЕМКИ [9] [10] 9 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ [11] [12] (справочное) [13] РАСЧЕТ [14] ОТНОСИТЕЛЬНОЙ ПЛОЩАДИ СМЯТИЯ ПОПЕРЕЧНЫХ ВЫСТУПОВ [15] [16] (обязательное) [17] ТРЕБОВАНИЯ [18] К СТОЙКОСТИ ПРОТИВ КОРРОЗИОННОГО РАСТРЕСКИВАНИЯ И СВАРИВАЕМОСТИ АРМАТУРНОГО ПРОКАТА [19] [20] (справочное) [21] ПРАВИЛА ПРИЕМКИ ПРОКАТА ПО ХАРАКТЕРИСТИЧЕСКИМ ВЕЛИЧИНАМ [22] [23] (обязательное) [24] ТРЕБОВАНИЯ К СТАТИСТИЧЕСКИМ ПОКАЗАТЕЛЯМ ПРОЧНОСТНЫХ [25] ХАРАКТЕРИСТИК [26] ПРИЛОЖЕНИЕ Д [27] (справочное) [28] ТРЕБОВАНИЯ К ИСПЫТАНИЮ НА ИЗГИБ С РАЗГИБОМ [29] [30] (справочное) [31] СХЕМА [32] ПРОКАТНОЙ МАРКИРОВКИ ПРОДУКЦИИ [33] ПРЕДПРИЯТИЙ УКРАИНЫ |
ДСТУ 3760-98
ГОСУДАРСТВЕННЫЙ СТАНДАРТ УКРАИНЫ
ПРОКАТ АРМАТУРНЫЙДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙОбщие технические условия ПРОКАТ АРМАТУРНИЙ ДЛЯ ЗАЛІЗОБЕТОННИХ КОНСТРУКЦІЙ Загальні технічні умови ROLLED PRODUCTS FOR REINFORCEMENT OF FERROCONCRETE STRUCTURES General specifications |
Дата введения 1999-01-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на прокат арматурный гладкого и периодического профиля диаметром от 5,5 до 40 мм, предназначенный для армирования обычных и предварительно напряженных железобетонных конструкций.
- НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ДСТУ 2953-94 Сталь арматурна. Методи випробувань згинанням та розгинанням
ДСТУ 3058-95 (ГОСТ 7566-94) Металопродукція. Приймання, маркування, пакування транспортування та зберігання
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 535-88 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 2590-88 Прокат стальной горячекатаный круглый. Сортамент
ГОСТ 7564-73 Сталь. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 Чугун, сталь и сплавы. Метод отбора проб для химического состава
ГОСТ 12004-81 Сталь арматурная. Методы испытаний на растяжение
ГОСТ 12344-88 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-88 Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-81 Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Метод определения титана
ГОСТ 12359-81 Стали углеродистые легированные и высоколегированные. Методы определения азота
ГОСТ 12350-82 Стали легированные и высоколегированные. Методы определения бора
ГОСТ 14019-80 Металлы. Методы испытания на изгиб
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкция и размеры
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 29273-92 Свариваемость, Определение
3 ОПРЕДЕЛЕНИЯ
В настоящем стандарте применяют следующие термины и определения:
3.1 Характеристическая величина - нормируемое значение показателя свойств проката, гарантируемое с заданной обеспеченностью.
3.2 Свариваемость - по ГОСТ 29273.
3.3 Стойкость к коррозионному растрескиванию - способность металла не разрушаться в течение определенного времени при совместном воздействии растягивающих напряжений и агрессивных сред.
3.4 Углеродный эквивалент - условный показатель свариваемости стали, выраженный в виде суммы массовых долей углерода и приведенных к содержанию углерода массовых долей легирующих элементов в стали.
3.5 Прокат арматурный периодического профиля - прутки с равномерно меняющейся по длине формой поперечного сечения.
3.6 Прокат арматурный гладкий - круглые прутки с гладкой поверхностью и постоянной по длине формой поперечного сечения.
3.7 Угол наклона поперечных выступов -угол, образованный проекцией поперечного выступа на плоскость, проходящую через продольную ось прутка, и этой осью.
3.8 Шаг поперечных выступов - расстояние между центрами двух соседних поперечных выступов, измеренное параллельно оси прутка.
3.9 Высота выступов - наибольшее расстояние от верхней точки на выступе (продольном или поперечном) до поверхности тела прутка, измеренное в направлении, перпендикулярном к продольной оси прутка.
3.10 Номинальный диаметр - диаметр равновеликого по площади поперечного сечения круглого прутка (по ГОСТ 12004).
3.11 Номинальная площадь поперечного сечения - площадь круга с номинальным диаметром.
3.12 Относительная площадь смятия поперечных выступов - отношение площади проекций поперечных выступов на плоскость, перпендикулярную к оси прутка, к произведению периметра прутка номинального диаметра и шага этих выступов.
3.13 Тело прутка - часть арматурного проката без поперечных и продольных выступов.
3.14 Служебные свойства - качественные характеристики арматурного проката, проявляющиеся в процессе переработки и эксплуатации.
4 КЛАССИФИКАЦИЯ
4.1 Арматурный прокат (А) подразделяют на классы в зависимости от показателя механических свойств - установленного стандартом нормируемого значения условного или физического предела текучести в Н/мм2.
В зависимости от служебных свойств прокат подразделяют на:
- свариваемый (индекс С),
- стойкий против коррозионного растрескивания под напряжением (индекс К),
- несвариваемый (без индекса С).
- нестойкий против коррозионного растрескивания (без индекса К).
4.2 Арматурный прокат изготовляют классов:
- А240С - с гладким профилем;
- АЗ00С, А400С, А500С, A600, А600С, А600К, А800, A800K и А1000 - с периодическим профилем.
5 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
5.1 Арматурный прокат круглый гладкого профиля изготовляют диаметром от 5,5 до 40 мм. Арматурный прокат периодического профиля изготовляют номинальным диаметром от 6,0 до 40 мм.
Арматурный прокат поставляют в прутках и мотках.
Вид поставки арматурного проката указывают в заказе (контракте).
5.2 Арматурный прокат гладкого профиля изготовляют по ГОСТ 2590 обычной точности, периодического профиля по рисунку 1. Прутки должны иметь поперечные выступы серповидной формы, которые не должны соединяться с продольными выступами. Продольные выступы не обязательны. По соглашению изготовителя с потребителем допускается изготовление проката промежуточных размеров и с другими периодическими профилями.

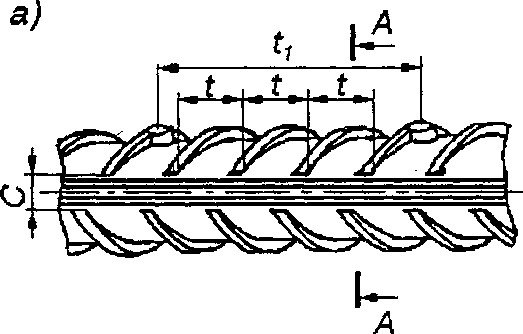
5.3 Номинальный диаметр арматурного проката, площадь поперечного сечения, масса одного погонного метра проката и допускаемые отклонения по массе должны соответствовать нормам, приведенным в таблице 1.

Рисунок 1
Таблица 1
|
Номинальный диаметр проката, dн, мм |
Номинальная площадь поперечного сечения, мм2 |
Масса 1 погонного метра прутка |
|
|
расчетное значение, кг |
допускаемые отклонения, % |
||
|
5,5 |
23,8 |
0,187 |
|
|
6,0 |
28,3 |
0,222 |
± 8,0 |
|
8,0 |
50,3 |
0,395 |
|
|
10,0 |
78,5 |
0,617 |
|
|
12,0 |
113,0 |
0,888 |
± 5,0 |
|
14,0 |
154,0 |
1,210 |
|
|
16,0 |
201,0 |
1,580 |
|
|
18,0 |
254,0 |
2,000 |
|
|
20,0 |
314,0 |
2,470 |
|
|
22,0 |
380,0 |
2,980 |
|
|
25,0 |
491,0 |
3,850 |
± 4,5 |
|
28,0 |
616,0 |
4,830 |
|
|
32,0 |
804,0 |
6,310 |
|
|
35,0 |
1018,0 |
7,990 |
|
|
40,0 |
1255,0 |
9,860 |
|
|
Примечание. Масса прутка в кг вычислена по номинальным диаметрам при плотности стали, равной 7,85 т/м3. |
|||
5.4 Требования к основным геометрическим размерам профиля приведены в таблице 2.
5.4.1 Размеры ?, ?b, b, h1, b1 приведены для построения калибра и на готовом прокате не контролируются.
Таблица 2
|
Наименование показателя геометрических размеров выступов |
Номинальный диаметр проката, dн, мм |
Геометрические размеры профиля |
|
Высота поперечных выступов, h1 минимальная, мм |
От 6 до 18 включ. Св. 18 » 40 » |
0,070 dн 0,065 dн |
|
Шаг поперечных выступов, t, мм |
От 6 » 8 » Св. 8 » 14 » 14 » 40 » |
(0,64-0,86) dн (0,55-0,75) dн (0,51-0,69) dн |
|
Угол наклона, ?, град |
От 6 » 40 » |
40-60 |
|
Минимальный угол наклона боковой, поверхности выступов, ?b, град |
От 6 » 40 » |
45 |
|
Расстояние между концами поперечных выступов, С, не более, мм |
От 6 » 40 » |
0,25 dн |
|
Относительная площадь смятия поперечных выступов, fr, минимальная |
От 6 » 8 » Св. 8 » 40 » |
0,045 0,056 |
|
Размеры выступов b, h1, b1, мм |
От 6 » 40 » |
(0,10-0,15) dн |
|
Примечание. Расчет относительной площади смятия поперечных выступов приведен в приложении А. |
||
5.5 Овальность гладкого арматурного проката - по ГОСТ 2590. Овальность проката периодического профиля (разность наибольшего и наименьшего диаметров во взаимно перпендикулярных направлениях одного сечения d1 и d2) должна быть не более 1,2 мм для проката диаметром от 6 до 14 мм, не более 1,6 мм для проката диаметром от 16 до 25 мм и не более 2,4 мм для проката диаметром свыше 25 мм.
5.6 Кривизна прутков не должна превышать 0,6 % измеряемой длины.
5.7 Арматурный прокат в прутках изготовляют мерной и немерной длины от 6 до 12 м. По соглашению изготовителя с потребителем допускается изготовление прутков длиной менее 6 м и более 12м. Длину мерных прутков указывают в заказе (контракте).
5.8 Предельные отклонения по длине мерных прутков могут быть от 0 до +100 мм, Допускается установление других предельных отклонений по соглашению изготовителя с потребителем.
Примеры условного обозначения:
Арматурный прокат диаметром 20 мм класса А1000:
20 A1000 ДСТУ 3760-98
Арматурный прокат диаметром 3 мм класса А400С свариваемый:
8 А400С ДСТУ 3760-98.
- ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
6.1 Характеристики
6.1.1 Арматурный прокат изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. Способ производства проката и химический состав стали определяет изготовитель.
6.1.2 Массовые доли химических элементов в стали по ковшевой пробе должны соответствовать приведенным в таблице 3.
Таблица 3
|
Класс арматурного проката |
Массовая доля элементов, %, не более |
||||||
|
углерод |
кремний |
марганец |
фосфор |
сера |
азот |
мышьяк |
|
|
А240С |
0,22 |
- |
- |
0,045 |
0,045 |
0,012 |
0,08 |
|
АЗ00С |
0,22 |
- |
- |
0,045 |
0,045 |
0,012 |
0,08 |
|
А400С |
0,22 |
- |
- |
0,045 |
0,045 |
0,012 |
0,08 |
|
А500С |
0,22 |
- |
- |
0,045 |
0,045 |
0,012 |
0,08 |
|
А600 |
0,08 |
||||||
|
А600С |
0,28 |
1,00 |
1,6 |
0,045 |
0,045 |
0,012 |
0,08 |
|
А600К |
|||||||
|
А800 |
0,32 |
2,40 |
2,3 |
0,040 |
0,040 |
0,012 |
0,08 |
|
А800К |
|||||||
|
А1000 |
0,32 |
2,40 |
2,3 |
0,040 |
0,040 |
0,012 |
0,08 |
6.1.2.1 Массовая доля остаточных элементов (хром, медь, никель) для свариваемого арматурного проката должна быть не более 0,3 % каждого.
6.1.2.2 Прокат классов А800К и А1000 допускается изготовлять из стали с массовой долей хрома не более 0,90 %.
6.1.2.3 Допускается легирование стали титаном и бором в количестве не превышающем 0,030 % и 0,005 % соответственно.
6.1.2.4 При соблюдении норм механических свойств и служебных характеристик повышение массовой доли углерода до 0,37 % для проката диаметром свыше 25 мм не является браковочным признаком. Для проката диаметром от 6 до 25 мм указанной признак не является браковочным до 01.01.2002 г.
6.1.2.5 По соглашению изготовителя с потребителем регламентируют массовую долю молибдена и ванадия в стали.
6.1.3 Предельные отклонения по химическому составу в готовом прокате от норм установленных в таблице 3, должны соответствовать значениям, приведенным в таблице 4.
Таблица 4
|
Химический элемент |
Предельное отклонение, % |
|
Углерод |
+ 0,020 |
|
Марганец |
+ 0,100 |
|
Кремний |
+ 0,100 |
|
Сера |
+ 0,005 |
|
Фосфор |
+ 0,005 |
|
Азот |
+ 0,001 |
6.1.4 Свариваемость арматурного проката обеспечивается химическим составом и технологией изготовления. Не допускается снижение временного сопротивления сварного соединения относительно норм временного сопротивления, приведенных в таблице 5, более чем на 10 %. Требования к свариваемости приведены в приложении Б.
Величина углеродного эквивалента для свариваемого арматурного проката должна быть в пределах 0,30-0,52 % для классов А240С, АЗ00С и А400С, 0,35 - 0,52 % - для класса А500С и 0,40-0,65 % - для класса А600С.
Величину углеродного эквивалента Сэ рассчитывают по формуле
, (1)
где С, Мn, Сr, V, Мо, Сu и Ni - фактическая массовая доля углерода, марганца, хрома, ванадия, молибдена, меди и никеля в стали, %, соответственно.
Для проката из стали, легированной кремнием, допускается величину углеродного эквивалента Сэ вычислять по формуле
Сэ = С + , (2)
где Si - массовая доля кремния.
6.1.5 Стойкость против коррозионного растрескивания арматурного проката обеспечивается химическим составом и технологией изготовления. Требования к стойкости против коррозионного растрескивания приведены в приложении Б.
6.1.6 Механические свойства арматурного проката и результаты испытаний на изгиб в состоянии поставки должны соответствовать нормам, приведенным в таблице 5. Арматурный прокат классов А600 и выше для предварительно напряженного железобетона должен соответствовать нормам механических свойств после электронагрева до температуры, приведенной в таблице 5.
Таблица 5
|
Механические свойства |
||||||||||
|
Класс арматурного проката |
Температура электронагрева, °С |
временное сопротивление разрыву, ?В Н/мм |
условный (физический) предел текучести ?0,2, (?Т), Н/мм2 |
относительное удлинение после разрыва, ?5, % |
относительное равномерное удлинение после разрыва, ?Р, % |
полное относительное удлинение при максимальной нагрузке, ?max, % |
начальный модуль упругости Е х 10 4, Н/мм2 |
Испытание на изгиб в холодном состоянии, угол изгиба, град |
Диаметр оправки (dн -номинальный диаметр прутка) |
|
|
не менее |
||||||||||
|
А240С |
- |
370 |
240 |
25 |
- |
- |
21 |
180 |
0,5 dн |
|
|
АЗ00С |
- |
490 |
290 |
19 |
- |
2,5 |
21 |
180 |
3 dн |
|
|
А400С |
- |
500 |
400 |
16 |
- |
2,5 |
20 |
90 |
3 dн |
|
|
А500С |
- |
600 |
500 |
14 |
- |
2,5 |
19 |
90 |
3 dн |
|
|
А600 |
||||||||||
|
А600С |
400 |
800 |
600 |
12 |
4 |
2,5 |
19 |
45 |
5 dн |
|
|
А600К |
||||||||||
|
А800 |
||||||||||
|
А800К |
400 |
1000 |
800 |
8 |
2 |
3,5 |
19 |
45 |
5 dн |
|
|
А 1000 |
450 |
1250 |
1000 |
7 |
2 |
3,5 |
19 |
45 |
5 dн |
|
|
Примечание 1. Величины Е х10 4 и ?max являются факультативными до 01.01.2002 г., но определение их обязательно для накопления статистических данных. Примечание 2. Величину ?Р определяют до 01.01.2002 г. |
||||||||||
6.1.6.1 Отношение временного сопротивления к пределу текучести должно быть не менее 1,05 для каждого испытываемого образца.
6.1.6.2 Для арматурного проката классов А400С, А500С, А600С допускается снижение ?В на 50 Н/мм2 ниже норм, установленных таблицей 5, при увеличении ?5 на 2 % (абс.) и ?Р на 1 % (абс).
6.1.6.3 Для арматурного проката классов А400С, А500С, А600С в прутках ?В не должно превышать значений, приведенных в таблице 5, более чем на 300 Н/мм2.
6.1.6.4 При испытании арматурного проката классов А800 и А1000 непосредственно после прокатки допускается снижение ?5 и ?Р на 1 % (абс.).
6.1.7 По соглашению изготовителя с потребителем механические свойства определяют как характеристические величины в соответствии с приложением В или принимают в качестве гарантированных минимальных значений.
6.1.8 Обеспеченность показателя механических свойств в каждой партии-плавке должна быть не менее: для ?0, 2 (?Т) - 0,95, для , ?5 и ?max - 0,90.
6.1.9 Прочностные свойства арматурного проката (?0,2, ?Т и ?В), установленные в таблице 5, следует определять с учетом их изменчивости в генеральной совокупности и в каждой партии-плавке в соответствии с приложением Г. При этом значения ?5, ?Р (?max) должны быть не менее указанных в таблице 5.
6.1.10 По требованию потребителя изготовитель обеспечивает нормы по релаксации напряжений, усталостной прочности, по испытанию на изгиб с разгибом и условный предел упругости.
6.1.10.1 Для арматурного проката классов А800, A800K и А1000 релаксация напряжений не должна превышать 4 % за 1000 ч при исходном усилии, составляющем 70 % от максимального усилия, соответствующего временному сопротивлению разрыву по таблице 5.
6.1.10.2 Арматурный прокат классов А400С, А600, А600С, А600К, А800, А800К и А1000 должен выдерживать без разрушения 2 млн. циклов нагружений при максимальном напряжении, составляющем 60 % от нормируемого предела текучести при растяжении. При этом размах напряжений должен составлять 180 Н/мм2. Обеспеченность данного показателя должна быть не менее 0,90 в каждой партии-плавке.
6.1.10.3 Для арматурного проката классов А400С, А500С, А600, А60СС и А.600К испытание на изгиб может быть заменено испытанием на изгиб с разгибом. Требования к испытанию на изгиб с разгибом - в соответствии с приложением Д.
6.1.10.4 Для арматурного проката классов А400С, А500С, А600, А600С, А600К, А800, А800К и А1000 условный предел упругости должен быть не менее 0,85 ?0,2 (?Т).
6.1.11 На поверхности проката периодического профиля не должно быть трещин, плен, закатов и раковин. Допускается наличие дефектов, не препятствующих применению проката.
Требования к качеству поверхности гладкого проката - по ГОСТ 535 для группы I.
6.2 Маркировка и упаковка
6.2.1 Маркировка и упаковка - по ДСТУ 3058 (ГОСТ 7566).
6.2.1.1 Арматурный прокат в прутках упаковывают в связки массой не более 15 т. Массу связки устанавливают по соглашению изготовителя с потребителем.
6.2.1.2 При поставке арматурного проката в мотках каждый моток должен состоять из одного отрезка. Допускается поставка мотков, состоящих из двух отрезков, в количестве не более 10 % от массы партии.
Моток должен быть плотно перевязан. Количество увязок оговаривают в заказе (контракте).
6.2.1.3 Арматурный прокат должен иметь прокатную маркировку с шагом t1 не более 1,5 м в виде точек, выступов, других знаков или соответствующие изменения периодического профиля в соответствии с приложением Е, обозначающие:
- предприятие-изготовитель;
- класс арматурного проката.
Допускаются другие виды маркировки арматурного проката.
Вид маркировки изготовитель согласовывает с потребителем.
6.2.2 Каждая связка прутков или каждый моток должны иметь ярлык в соответствии с ДСТУ 3058 (ГОСТ 7566) с дополнительным указанием номинального диаметра арматурного проката в миллиметрах.
7 ПРАВИЛА ПРИЕМКИ
7.1 Арматурный прокат принимают партиями.
Партия должна состоять из арматурного проката одного класса и одного диаметра, изготовленного из одной плавки-ковша.
Масса партии должна быть не более 70 т. Допускается увеличивать массу партии до массы плавки-ковша.
7.2 Контроль геометрических параметров арматурного проката проводят на 1 % прутков или на мотках в количестве не менее двух от партии.
7.3 Для контроля массы прутка длиной 1 м от партии отбирают два образца.
7.4 Для проверки химического состава отбирают одну пробу от плавки-ковша. Отбор проб - по ГОСТ 7565.
7.5 Для контроля механических свойств арматурного проката от партии отбирают для испытания на растяжение два образца.
Для испытания на изгиб и изгиб с разгибом от партии отбирают два образца.
7.6 Контроль временного сопротивления разрыву и предела текучести после злектронагрева проводят при отсутствии в технологическом процессе специального отпуска или при наличии отпуска (самоотпуска) при температурах ниже указанных в таблице 5.
7.7 Отбор образцов для контроля релаксации напряжений и усталосткой прочности (при регламентации этих параметров по требованию потребителя) проводят по нормативной документации.
7.8 Отбор образцов для контроля механических свойств и испытаний на изгиб и изгиб с разгибом проводят по ГОСТ 7564.
7.9 Приемку арматурного проката проводят по характеристическим величинам или по гарантированным минимальным значениям. Вид приемки устанавливают по соглашению изготовителя с потребителем.
7.10 Для приемки по характеристическим величинам поставляемая партия проката должна быть разделена на контрольные партии максимальной массой 70 т.
7.10.1 Каждая контрольная партия должна состоять из проката одной плавки-ковша и одного номинального диаметра. Изготовитель должен подтвердить в акте об испытании, что все пробы в контрольной партии отобраны от одной плавки-ковша. Химический состав по плавочному анализу должен быть указан в акте об испытании.
7.10.2 От каждой контрольной партии отбирают:
- два образца от различных прутков или мотков - для определения химического состава готового проката;
- пятнадцать образцов от различных прутков или мотков - для всех видов испытаний, регламентируемых стандартом.
7.10.3 Оценку результатов испытаний проводят в соответствии с приложением В.
7.11 Для приемки по гарантированным минимальным значениям поставляемая партия должна быть разделена на контрольные партии максимальной массой 70 т.
7.11.1 Контрольная партия - по 7.10.1 настоящего стандарта.
7.11.2 От контрольной партии для испытаний на растяжение, изгиб, изгиб с разгибом отбирают по одному образцу. Каждый отдельный результат испытания должен удовлетворять требованиям раздела 6.
7.12 Контроль химического состава по ковшевой пробе проводят на одной пробе от каждой плавки стали.
7.13 Контроль механических свойств допускается проводить неразрушающими методами в соответствии с нормативной документацией.
7.14 При получении неудовлетворительных результатов испытания хотя бы по одному из показателей повторные испытания следует проводить по ДСТУ 3058 (ГОСТ 7566).
7.15 Партия арматурного проката должна сопровождаться документом о качестве по ДСТУ 3058 (ГОСТ 7566) с дополнительными данными:
- номинальный диаметр, мм;
- результаты испытаний на изгиб в холодном состоянии.
При регламентации по требованию потребителя релаксации напряжений, усталостной прочности, изгиба с разгибом (6.1.10) в документе о качестве приводят результаты этих испытаний.
По требованию потребителя должен быть указан химический состав стали по ковшевой пробе.
8 МЕТОДЫ КОНТРОЛЯ
8.1 Геометрические параметры арматурного проката измеряют с точностью до 0,1 мм штангенциркулем типа ШЦ-1 и ШЦТ-1 по ГОСТ 166.
8.1.1 Размеры определяют на расстоянии не менее 150 мм от конца прутка или не менее 3000 мм от конца мотка.
8.2 Массу одного погонного метра прутка определяют как среднее арифметическое значение массы двух образцов, взвешенных с точностью до 0,001 кг. Длину образца измеряют с точностью 0,001 м.
8.3 Химический состав стали определяют по ГОСТ 12344, ГОСТ 12345, ГОСТ 12346, ГОСТ 12347, ГОСТ 12348, ГОСТ 12350, ГОСТ 12351, ГОСТ 12352, ГОСТ 12354, ГОСТ 12355. ГОСТ 12356, ГОСТ 12359, ГОСТ 12360, ГОСТ 18895 или другими методами, не уступающими по точности измерения требованиям указанных стандартов.
При разногласиях в оценке результатов химический состав стали следует определять методами, установленными указанными стандартами.
8.4 Испытание на растяжение - по ГОСТ 12004.
При определении механических свойств следует использовать значение номинальной площади поперечного сечения арматурного проката.
8.5 Испытание на изгиб в холодном состоянии - по ГОСТ 14019 на образцах с необработанной поверхностью.
8.6 Испытание на релаксацию напряжений и усталостную прочность проводят по нормативной документации.
8.7 Испытание на изгиб с разгибом - по ДСТУ 2953.
8.8 Кривизну прутка измеряют на длине поставляемого проката, но не менее 1 м.
8.9 Качество поверхности проверяют без применения увеличительных приборов.
9 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
9.1 Транспортирование и хранение - по ДСТУ 3058 (ГОСТ 7566).
ПРИЛОЖЕНИЕ А
(справочное)
РАСЧЕТ
ОТНОСИТЕЛЬНОЙ ПЛОЩАДИ СМЯТИЯ ПОПЕРЕЧНЫХ ВЫСТУПОВ
Определение относительной площади смятия поперечных выступов fr производится по формуле
(А.1)
где Fr - площадь боковой грани одного поперечного выступа (рисунок А.1);
? - угол наклона поперечного выступа (рисунок 1);
dн - номинальный диаметр прутка;
t - расстояние (шаг) между поперечными выступами (рисунок 1);

К - число поперечных выступов по периметру. Для прутков с профилем по рисунку 1 К = 2.
Рисунок А.1
Если представить боковую грань поперечного выступа в виде фигуры с поверхностью, приближающейся к двум треугольникам и двум трапециям, площадь Fr в формуле (А.1) можно заменить значениями геометрических параметров профиля. Приняв l = ?dH -2С, fr можно определить по формуле
(А.2)
где 2С - сумма длин гладкой части окружности между окончаниями поперечных выступов;
h - высота поперечного выступа в его середине;
h(0,25l), (0,75l) - высота поперечных выступов в точках 0,25l, 0,75l.
ПРИЛОЖЕНИЕ Б
(обязательное)
ТРЕБОВАНИЯ
К СТОЙКОСТИ ПРОТИВ КОРРОЗИОННОГО РАСТРЕСКИВАНИЯ И СВАРИВАЕМОСТИ АРМАТУРНОГО ПРОКАТА
Б.1 Стойкость против коррозионного растрескивания и свариваемость арматурного проката обеспечиваются его химическим составом в соответствии с требованиями 6.1.4, уровнем его механических свойств согласно таблице 5 настоящего стандарта и технологией изготовления, установленной технологическим регламентом.
Б.2 Арматурный прокат является стойким против коррозионного растрескивания, если при испытании образцов в нитратном растворе, состоящем из 600 частей по массе азотнокислого кальция, 50 частей по массе азотнокислого аммония и 350 частей по массе воды при температуре 98-100 °С и при напряжении, равном 0,9?В (принимается по таблице 5 настоящего стандарта), время до разрушения от коррозионного растрескивания составляет не менее 100 часов.
Б.3 Прокат считают свариваемым, если сталь, из которой он изготовлен, отвечает требованиям таблицы 3 и служебные (эксплуатационные) характеристики сварных соединений типов К1, К2, К3, С1, С2, С3, С4, С15, С21, С22, С23, Н1, Н2, Н3, Н4, Т1-Т12 соответствуют баллам 3, 4, 5 по ГОСТ 14098.
ПРИЛОЖЕНИЕ В
(справочное)
ПРАВИЛА ПРИЕМКИ ПРОКАТА ПО ХАРАКТЕРИСТИЧЕСКИМ ВЕЛИЧИНАМ
В.1 Контроль по переменным
В.1.1.1 Определяемые параметры
По каждому показателю определяют:
- значение Xi для каждого из 15 контрольных образцов (n = 15);
- среднее арифметическое значение X15 по результатам контроля 15 контрольных образцов;
- среднеквадратическое отклонение S15 по результатам контроля 15 контрольных образцов.
В.1.1.2 Оценка результатов контроля
В.1.1.2.1 Контрольная партия удовлетворяет требованиям раздела 6 настоящего стандарта, если для всех контролируемых показателей выполняется условие
- 2,33S15 ? Xk , (В.1),
где 2,33 - значение коэффициента приемлемости для n = 15 (р = 0,95) при вероятности 90 % (1 - ? = 90);
Xk - требуемое значение контролируемого показателя.
1.1.2.2 Если указанное в 1.1.2.1 условие по какому-либо показателю не выполняется, то по имеющимся результатам контроля этого показателя определяют коэффициент К' по формуле
(В.2)
При значении коэффициента К' ? 2 приемка может быть продолжена.
В этом случае должны быть отобраны дополнительно 45 образцов от прутков или мотков, не проходивших испытания.
Контрольная партия считается отвечающей требованиям настоящего стандарта, если по 50 образцам (15 основных и 45 дополнительных) для всех контролируемых показателей выполняется условие
- 1,935 S60 ? Xk , (В.З)
где - среднее арифметическое значение по результатам контроля 60 образцов;
1,93 - значение коэффициента приемлемости для n = 60 (р = 0,95) при вероятности 90 %;
S60 - среднее квадратическое отклонение по результатам контроля 60 образцов;
Xk - требуемое значение контролируемого показателя
В.1.1.2.3 Результаты контроля на 60 образцах (15 основных и 45 дополнительных) являются окончательными.
В.2 Контроль по качественным признакам
Когда определяемые характеристики задаются как максимальное или минимальное значение, то все результаты, полученные на 15 образцах, должны удовлетворять требованиям стандарта. В этом случае контрольная партия считается выдержавшей испытание.
Испытания можно продолжить, если получается не более двух результатов, не удовлетворяющих требованиям стандарта.
В этом случае испытывают 45 дополнительных образцов, отобранных от различных прутков или мотков контрольной партии, не проходивших испытания.
Контрольная партия соответствует требованиям стандарта, если не более двух результатов из 60 испытаний не удовлетворяют требованиям стандарта.
В.3 Анализ химического состава
Оба образца, отобранные от готового проката, должны соответствовать требованиям стандарта.
ПРИЛОЖЕНИЕ Г
(обязательное)
ТРЕБОВАНИЯ К СТАТИСТИЧЕСКИМ ПОКАЗАТЕЛЯМ ПРОЧНОСТНЫХ
ХАРАКТЕРИСТИК
Г. 1 Предприятие-изготовитель гарантирует потребителю средние значения прочностных характеристик (предела текучести ?0,2 (?т) и временного сопротивления ?В) в генеральной совокупности и минимальные средние значения указанных характеристик в каждой партии-плавке - , значения которых устанавливаются из условий
> Хі бр + 1,64S, (Г.1)
> Хі бр , (Г.2)
> 0,9 Хі бр + 3S0, (Г.З)
где Хiбр - браковочные значения прочностных характеристик, установленные таблицей 5 настоящего стандарта;
S - среднее квадратическoе отклонение параметров в генеральной совокупности испытаний;
So - среднее квадратическое отклонение параметров в партии.
Статистические показатели не должны превышать указанные в таблице Г.1.
Таблица Г.1.
|
Класс проката |
S, Н/мм2 |
So, Н/мм2 |
S/Xi для |
So/ для |
|||
|
для ?B, ?0,2 (?т) |
?0,2 (?т) |
?B |
?0,2 (?т) |
?B |
|||
|
А400С |
39 |
20 |
0,08 |
0,07 |
0,05 |
0,03 |
|
|
А500С А600 А600С А600К А800 А800К А1000 |
80 |
45 |
0,08 |
0,07 |
0,05 |
0,04 |
|
|
Примечание. Для прутков диаметром 6 и 8 мм в мотках допускается повышение норм по S и So на 5 Н/мм2. |
|||||||
Г.2 Контроль показателей механических свойств прутков проводят на предприятии-изготовителе.
Г.2.1 Требуемые показатели обеспечиваются соблюдением технологии производства и контролируются испытанием не менее двух произвольно выбранных образцов от каждой однородной партии прутков одного диаметра и массой не более 70 т.
Г.2.2 Значения ,, S и So следует устанавливать на основании данных непрерывного контроля за значительный период (от 3 до 6 месяцев) при числе однородных партий не менее 50 в соответствии с нормативной документацией.
Г.2.3 Показатели механических свойств в каждой партии прутков, отправляемой потребителю, должны быть проверены в соответствии с требованиями пункта 1 настоящего приложения.
Г.3 При необходимости проверки потребителем прочностных характеристик прутков, установленных в таблице 5 настоящего стандарта, а также в случае разногласий в оценке качества, от каждой партии проводят испытания шести образцов, взятых от разных связок (мотков) прутков, и по результатам этих испытаний проверяют выполнение для соответствующих характеристик условий:
Хmin > - 1,64So, (Г.4)
> >Х і бр (Г.5)
где Хmin - минимальное значение проверяемого параметра из результатов испытаний шести образцов;
- минимальное среднее значение проверяемого параметра для данной партии;
So - среднее квадратическое отклонение проверяемого параметра в партии;
- среднее значение проверяемого параметра по результатам испытаний шести образцов;
Х і бр - браковочное значение проверяемого параметра, установленное в таблице 5 настоящего стандарта.
Значения и So приводятся в документе о качестве.
ПРИЛОЖЕНИЕ Д
(справочное)
ТРЕБОВАНИЯ К ИСПЫТАНИЮ НА ИЗГИБ С РАЗГИБОМ
После испытания арматурного проката на изгиб с разгибом ни один из испытанных образцов не должен иметь разрывов или трещин, видимых невооруженным глазом.
Угол изгиба до нагрева (старения) должен составлять 90°, а угол разгиба - 20°. Оба угла измеряют перед освобождением от нагрузки.
Испытываемый образец арматурного проката классов А400С и А500С изгибают вокруг оправки, диаметр которой приведен в таблице Д.1.
Таблица Д.1
В миллиметрах
|
Диаметр прутка |
6 |
8 |
10 |
12 |
16 |
20 |
25 |
32 |
40 |
|
Диаметр оправки |
30 |
40 |
50 |
60 |
96 |
160 |
200 |
320 |
400 |
Диаметры оправки для арматурного проката диаметрами 5,5, 14,0, 18,0, 22,0, 28,0, 35,0 мм, а также для арматурного проката класса А600 всех диаметров должны быть согласованы с потребителем.
ПРИЛОЖЕНИЕ Е
(справочное)
СХЕМА
ПРОКАТНОЙ МАРКИРОВКИ ПРОДУКЦИИ
ПРЕДПРИЯТИЙ УКРАИНЫ
На рисунке Е. 1 приведена схема маркировки на примере комбината «Криворожсталь» проката класса А800 путем нанесения меток на поперечные выступы. Класс проката и предприятие-изготовитель определяются количеством поперечных выступов между метками. Начало отсчета - метки на двух смежных выступах: одна метка между обозначением класса и предприятия общая. Обозначение классов и предприятий в таблицах Е 1 и Е.2.
Таблица Е.1
|
Класс проката |
А300С |
А400С |
А500С |
А600С, А600 |
А800К, А800 |
А1000 |
|
Количество выступов, n1 |
2 |
3 |
1 |
4 |
5 |
6 |
Таблица Е.2
|
Предприятие |
Комбинат «Криворожсталь» |
Днепровский металлургический комбинат |
Макеевский металлургический комбинат |
Енакиевский металлургический комбинат |
|
Количество выступов, n |
1 |
3 |
6 |
7 |

Рисунок Е.1
УДК 669.14:691.87:006.35 77.140.70 В22