|
Строительные нормативные акты

|
||
|
|
||
| Название (рус.) | ВСН 398-87. Монтаж технологического оборудования доменных цехов | |
| Кем принят | Інші | |
| Тип документа | ВСН (Ведомственные Строительные Нормы) | |
| Дата принятия | 01.01.1970 | |
| Статус | Действующий | |
  |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ВЕДОМСТВЕННЫЕ СТРОИТЕЛЬНЫЕ НОРМЫ МОНТАЖ ВСН 398-87 МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ Москва 1988 РАЗРАБОТАНЫ Липецким филиалом ГПИ Гипрометаллургмонтаж Главметаллургмонтажа Минмонтажспецстроя СССР (Г. Д. Дудко - руководитель темы, A. И. Остапенко, A. M. Кадасев - ответственные исполнители) ВНЕСЕНЫ И ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ Главным техническим управлением С введением в действие ВСН 398-87 «Монтаж технологического оборудования доменных цехов» утрачивает силу ВСН 398-79 «Инструкция по монтажу технологического оборудования доменных цехов». Согласовано с Минтяжмашем СССР 17.09.87 и Минчерметом СССР 23.09.87.
1. ОБЩИЕ ПОЛОЖЕНИЯ1.1. Настоящие ВСН распространяются на производство и приемку работ по монтажу основного технологического оборудования доменных цехов с печами объемом 700 - 5580 м3. 1.2. Настоящие ВСН разработаны в развитие требований СНиП 3.05.05-84 в части монтажа основного технологического оборудования доменных цехов и СНиП 3.01.01-85 в части организации строительного производства. ВСН отражают общие положения по монтажу основного оборудования доменных цехов и не заменяют инструкций предприятий-изготовителей по монтажу конкретного оборудования. ВСН не распространяются на устройства, механизмы и системы общего назначения (редукторы, муфты, системы смазки и гидравлики и др.), монтаж которых выполняют в соответствии с требованиями специальных инструкций. 1.3. При проектировании и производстве монтажных работ, кроме требований настоящих ВСН, следует выполнять требования СНиП, стандартов и нормативных документов, приведенных в справочном приложении, а также технической документации предприятий-изготовителей оборудования. 1.4. Монтажные работы должны выполняться специализированной организацией, имеющей опыт монтажа металлургического оборудования доменных цехов. 1.5. Основным документом, определяющим организацию и последовательность строительно-монтажных работ при сооружении доменных цехов, является проект организации строительства (ПОС), разработанный в составе основного проекта. Раздел ПОС "Монтаж технологического оборудования" разрабатывается специализированной проектной организацией и включается в ПОС генпроектировщика. Монтаж технологического оборудования ведется в соответствии с проектом производства работ (ППР), согласованным и утвержденным в установленном порядке.
1.6. На монтажную площадку оборудование должно поступать комплектно, в крупноблочном исполнении, повышенной заводской готовности, в полном соответствии с ГОСТ 24444-87, ОСТ 24.010.01-80 и техническими монтажными требованиями, согласованными в установленном порядке. 1.7. Ревизию оборудования производят в случае и порядке, оговоренных "Положением о взаимоотношениях организаций - генеральных подрядчиков с субподрядными организациями" и "Правилами о договорах подряда на капитальное строительство". 1.8 Оборудование, подлежащее монтажу, заказчики передают монтажной организации в соответствии со СНиП 3.05.05-84 в зоне производства монтажных работ в полной исправности и в сроки, предусмотренные согласованным сторонами графиком. 1.9. Монтажной организация передается техническая документация в объеме, установленном СНиП 3.05.05-84, "Правилами о договорах подряда на капитальное строительство", утвержденными Советом Министров СССР и отраслевыми стандартами соответствующих министерств. 1.10. Проектно-сметная документация на выполнение строительно-монтажных работ должна быть выдана монтажной организации до 1 июля года, предшествующего планируемому, и иметь отметку заказчика о принятии работ к производству. Техническая документация предприятий-изготовителей оборудования должна быть передана заказчиком монтажной организации за 5 мес. до начала монтажных работ в соответствии с ОСТ 24.010.01-80. Техническая документация, необходимая для разработки ППР, передается в сроки, согласованные с разработчиком ППР. 2. ПОДГОТОВКА К ПРОИЗВОДСТВУ РАБОТ2.1. В период подготовки к монтажу технологического оборудования должны быть выполнены требования общей организационно-технической подготовки в соответствии со СНиП 3.01.01-85, СНиП 3.05.05-84. 2.2. Специализированная проектная организация-разработчик ППР совместно с монтажной организацией (трестом): выдают заказчику (или генпроектировщику) согласно ГОСТ 15.005-86 исходную информацию для разработки технического задания на проектирование, изготовление, контроль, монтаж, приемку и сдачу в эксплуатацию технологического оборудования доменных цехов в части технических монтажных требований; разрабатывают раздел ПОС "Монтаж технологического оборудования". 2.3. При разработке ПОС должны быть учтены генпроектировщиком следующие основные вопросы, влияющие на организацию технологии механомонтажных работ: 2.3.1. Центральный узел доменной печи: предусмотрены грузоподъемные средства для подачи и монтажа фурменных приборов, электропушек для забивки чугунных леток, шлаковых стопоров, машин для вскрытия леток, грануляторов шлака; предусмотрена установка в куполе печи временных кронштейнов для устройства подвесных площадок с целью монтажа с них холодильников печи, производства футеровочных работ и временного опирания большого конуса загрузочного устройства; согласована грузоподъемность монтажной тележки или мостового крана для монтажа загрузочного устройства; определены место контрольной сборки и способы подачи узлов загрузочного устройства под монтажную балку. 2.3.2. Установки придоменной грануляции шлака: согласованы размеры монтажных проемов и места въездов для подачи узлов обезвоживателей гранулированного шлака, бункеров сушки и т.п.; согласованы грузоподъемность и высота подъема мостовых кранов и талей для монтажа обезвоживателей гранулированного шлака, эрлифтов, бункеров сушки, шламовых насосных и т.п. 2.3.3. Воздухонагреватели: согласованы размеры монтажных проемов, грузоподъемность и высота подъема мостового крана, устанавливаемого в здании воздухонагревателей; спроектирована система монорельсов для подачи и монтажа дымовых клапанов, в том числе со стороны здания воздухонагревателей под выносными камерами горения; предусмотрена механизация подачи и монтажа блоков оборудования и трубопроводов систем охлаждения, гидравлики и смазки. 2.3.4. Пылеуловители и газоочистка доменного цеха: определены места укрупнительной сборки оборудования со стальными конструкциями сооружений. 2.3.5. Здание установки скиповых лебедок и лебедки управления конусами: предусмотрен монтажный проем в кровле здания или в стене для подачи узлов лебедок на проектную отметку машинного зала. 2.3.6. Здание бункерной эстакады со скиповой подачей шихты на колошник: предусмотрены монтажные проемы для подачи оборудования внутрь здания; спроектирована система монорельсов и подвесных кранов для монтажа грохотов, весовых воронок, питателей дозаторов и т.п. 2.3.7. Здание бункерной эстакады с конвейерной подачей шихты на колошник: предусмотрена возможность свободного транспортирования оборудования к месту установки в подбункерном пространстве; согласована грузоподъемность мостовых кранов и талей с учетом транспортирования весовых воронок вместе с футеровочными плитами, полностью собранных грохотов, металлоконструкций укрытия грохотов, питателей, дозаторов; согласованы размеры монтажных проемов по перекрытиям, возможность обслуживания проемов мостовыми кранами и талями. 2.3.8. Конвейер подачи шихты на колошник: в здании приводной станции спроектирована площадка над конвейером с целью установки приводных барабанов для навески конвейерной ленты; на станции головного барабана спроектирован зажим для удержания конвейерной ленты в процессе ее навески или замены; на торцовой стенке здания приводной станции предусмотрена возможность увязки отводного блока для дотягивания ленты под вулканизацию заключительного стыка, а на станине конвейера - крепления стационарного зажима для удержания ленты; обеспечена возможность монтажа и замены редукторов привода конвейера с помощью мостового крана, устанавливаемого в здании приводной станции конвейера; обеспечена возможность монтажа головного барабана с использованием мостового крана, устанавливаемого на колошнике. 2.3.9. Здания центральной приточной и вытяжной станции: обеспечена возможность монтажа нагнетателей и дымососов с помощью мостовых кранов, устанавливаемых в зданиях. 2.3.10. Электрофильтры литейного двора и бункерной эстакады: предусмотрена возможность установки стендов для сборки пакетов осадительных и коронирующих электродов. 2.3.11. Конвейерные галереи подачи шихты на бункерную эстакаду и отгрузки гранулированного шлака; предусмотрена возможность монтажа блоков металлоконструкций галереи вместе с секциями конвейеров. 2.4. Монтажная организация в период подготовки: получает от генподрядчика техническую и сметную документацию и обрабатывает ее; выдает задание на разработку ППР; обеспечивает специализированную проектную организацию исходными данными для разработки ППР в соответствии с требованиями отраслевого стандарта, обобщает объемы предстоящих работ; проверяет потребность в прокате, трубах, материалах и оформляет заявки на их получение; размещает на производственных базах и заводах заказы на изготовление металлоконструкций и трубных узлов; комплектует объект подъемно-транспортным и сварочным оборудованием, слесарным и контрольно-измерительным инструментом; комплектует объект рабочими и инженерно-техническими работниками; принимает от заказчика оборудование по актам, а от генподрядчика и смежных организаций - фундаменты и опорные конструкции с исполнительными схемами; увязывает производство механомонтажных работ (рабочие захватки, места складирования, пути подачи оборудования в монтажную зону, работа грузоподъемных механизмов и т.д.) с выполнением монтажа стальных конструкций и встроенных помещений. 2.5. Здания, сооружения, фундаменты и опорные металлоконструкции под монтаж оборудования принимают в соответствии с требованиями СНиП 3.05.05-84, причем фундаменты от строительной организации принимают с установленными болтами или колодцами для болтов, плашками и реперами по исполнительным схемам, на которых должны быть указаны проектные и фактические размеры, а также отметки. Отклонения при приемке фундаментов не должны превышать значений, приведенных в табл. 1. Таблица 1
2.6. Расположение плашек и реперов на фундаментах для фиксирования осей и высотных отметок, необходимых для выверки оборудования доменных цехов, дается в схемах геодезического обоснования, разрабатываемых организацией, проектирующей фундаменты под оборудование, на основании строительных заданий предприятий-изготовителей технологического оборудования и согласованных с организацией, монтирующей оборудование. При разработке схем геодезического обоснования следует руководствоваться СНиП 3.01.03-83. 3. ПРОИЗВОДСТВО МОНТАЖНЫХ РАБОТ3.1. К началу работ по монтажу технологического оборудования должны быть смонтированы и в установленном порядке сданы в эксплуатацию технологические грузоподъемные средства и передаточные тележки, которые будут использованы для производства работ, а также постоянные и временные железнодорожные пути и автодороги, необходимые для подачи оборудования. Для обслуживания монтажных операций мостовые краны могут быть сданы во временную эксплуатацию под ответственность монтажной организации. 3.2. Расконсервация рабочих поверхностей оборудования производится в соответствии с ГОСТ 9.014-78. Защитный состав, который покрывает оборудование, должен быть удален, как правило, перед индивидуальным испытанием оборудования без его разборки в соответствии с указаниями, приведенными в технической документации предприятия-изготовителя. 3.3. Очищенные и протертые поверхности должны быть покрыты рабочей смазкой, указанной в технической документации предприятия-изготовителя. 3.4. Способы установки и выверки оборудования на фундаментах должны соответствовать требованиям проектной документации, ВСН 361-85 и "Руководства по креплению технологического оборудования фундаментными болтами". 3.5. Допускаемые отклонения на сборку и монтаж оборудования должны быть указаны в технической документации предприятия-изготовителя. При отсутствии таких указаний допускаемые отклонения не должны превышать значений, приведенных в настоящих правилах на соответствующее оборудование. Установочные поверхности (базы) должны быть указаны в технической документации предприятия-изготовителя. Изменение установочной базы должно согласовываться с предприятием-изготовителем. 3.6. Специальные инструменты, приспособления и приборы, необходимые для монтажа оборудования, поставляются предприятием-изготовителем в соответствии с ОСТ 24.010.01-80 и техническими монтажными требованиями. 3.7. При выверке оборудования определение отклонений от параллельности, горизонтальности и вертикальности базовых поверхностей и осей отдельных машин и механизмов, а также проверка установки их в плане и по высоте должны производиться, как правило, методами прямого визирования и высокоточного нивелирования с использованием оптико-геодезического инструмента и приспособлений соответствующего класса точности. 3.8. При закреплении оборудования на фундаментах преимущественно должен применяться бесподкладочный метод монтажа. 3.9. После выверки и закрепления оборудования на фундаменте составляется акт проверки установки на фундаменте в соответствии со СНиП 3.05.05-84 и оборудование сдается под подливку, которая должна быть выполнена не позднее 48 ч после письменного извещения монтажной организации. Подливка производится строительной организацией в присутствии представителя монтажной организации, заказчика и в соответствии с требованиями СНиП 3.05.05-84 и ВСН 361-85. 4. ОБОРУДОВАНИЕ ПОДАЧИ ШИХТЫ НА КОЛОШНИК4.1. Роторный вагоноопрокидыватель4.1.1. При приемке фундаментов под монтаж оборудования допускаемое отклонение оси вагоноопрокидывателя от оси железнодорожных путей должно составлять ± 2 мм, допускаемое отклонение высотных отмоток осей ± 3 мм. 4.1.2. Оборудование вагоноопрокидывателя монтируют электромостовым краном или при его отсутствии - самоходным краном. 4.1.3. До начала монтажа вагоноопрокидывателя под ним должно быть смонтировано оборудование приемных бункеров. 4.1.4. Последовательность монтажа оборудования узлов вагоноопрокидывателя: выставляют роликоопоры; монтируют диски ротора, боковые связи дисков, опоры и балки, привод вагоноопрокидывателя, люльки, платформу и механизм зажима вагонов. 4.1.5. Допускаемые отклонения при монтаже опорных роликов приведены в табл. 2, а схема выверки - на черт. 1 После выверки роликоопор ролики должны быть заклинены. Таблица 2
4.1.6. После установки в проектное положение и раскрепления связями диски роторов не должны иметь перекосов, а роликоопоры должны иметь касание в точках опирания. Выверка роликовых опор роторного вагоноопрокидывателя
1 - оси роликоопор; 2 - станина крайней опоры; 3 - ролики; 4 - станина средней опоры; 5 - ось вагоноопрокидывателя; 6 - валовый уровень; 7 - нити отвесов; 8 - отвесы; 9 - гидростатический уровень; а, а1, б, б1 - контролируемые размеры Черт. 1 Отклонение от вертикальности - не более 1 мм на 1 м диаметра диска, разность диагоналей верхних и нижних поясов ферм - не более 10 мм. 4.1.7. При установке привода вагоноопрокидывателя отклонение от соосности валов - не более 0,1 мм на 1 м. 4.1.8. При стыковке железнодорожных путей и вагоноопрокидывателя, а также внешних путей подачи и вывода вагонов допускаемое отклонение рельсов между собой в плане и по высоте - не более ± 3 мм. 4.1.9. После сборки вагоноопрокидывателя прокручивают ротор, проверяя положение бандажей и зацепление зубчатых пар, окончательно затягивают фундаментные болты и сдают оборудование под подливку. 4.2. Грохоты, весовые воронки, питатели, дозаторы, затворы и перекидные лотки4.2.1. Оборудование бункерной эстакады монтируют параллельно с монтажом бункеров и установкой опорных площадок. Рекомендуется до начала монтажа бункеров через проем подать краном оборудование внутрь бункерной эстакады. При смонтированных бункерах оборудование подают в торец здания. 4.2.2. Последовательность монтажа весовых воронок: устанавливают привод и затвор весовой воронки; на временные опоры устанавливают бункер весовой воронки (допускаемое отклонение по высоте ± 0,15 мм). Для предотвращения смещения весовой воронки в горизонтальной плоскости ее временно прикрепляют к опорным металлоконструкциям в четырех точках с помощью сварки. В процессе монтажа конструкции весовых воронок не должны касаться окружающих металлоконструкций. После монтажа весоповерочного устройства убирают временные крепления, устанавливают, налаживают и тарируют тензометрические датчики (черт. 2). Весовая воронка с тензометрическими датчиками
1 - временные опорные столбики; 2 - кронштейны; 3 - бункер; 4 - тензометрические датчики; 5 - затвор; 6 - привод затвора Черт. 2 4.2.3. Грохоты собирают на рельсах с помощью тельфера и накатывают в проектное положение, после чего собирают и устанавливают укрытие грохотов. Качание грохота регулируют в соответствии с инструкцией предприятия-изготовителя. 4.2.4. Затворы с установленными прокладками подают на тележках, устанавливают в проектное положение домкратами и закрепляют. Монтаж питателей, дозаторов и перекидных лотков начинают с нижних отметок. 4.2.5. После установки укрытия грохотов, дверей, монтажа системы аспирации, а также проверки всех фланцевых соединений на герметичность окончательно проверяют работу оборудования бункерной эстакады. Движение затворов, питателей, перекидных лотков должно происходить свободно, без заеданий. Зазор между движущимися частями оборудования и окружающими металлоконструкциями и ограждениями должен быть не менее 10 мм. 4.3. Конвейер подачи шихты на колошник4.3.1. Конвейеры бункерной эстакады монтируют в соответствии с ВСН 413-80. 4.3.2. Перед началом работ по монтажу конвейера подачи шихты на колошник необходимо принять фундаменты под установку барабанов (головного, двух приводных и натяжного) и привода в соответствии с п. 2.4 настоящих ВСН. 4.3.3. На площадку для сборки конвейера, расположенную в здании приводной станции, автотранспортом подают оборудование, конструкции и ленту для конвейера. 4.3.4. Для сборки приводов и приводных барабанов в здании устанавливают мостовой кран. Вдоль галереи для подачи конструкций и роликоопор должны быть установлены монорельс с талью. 4.3.5. Последовательность монтажа конвейера: мостовым краном устанавливают редукторы, приводные барабаны и электродвигатели; выверяют приводные барабаны. Допускаемые отклонения при установке приводных барабанов приведены в табл. 3; окончательно устанавливают редуктор и электродвигатель и соединяют их муфтами; устанавливают головной барабан с помощью монтажной балки (мостового крана колошника) или башенного крана; кран-балкой или талью устанавливают натяжной барабан с натяжным устройством; в здании приводной станции собирают секции конвейера и с помощью тали и лебедки устанавливают их в наклонной галерее (монтаж секций начинают от головного барабана). Таблица 3
4.3.6. По установленным барабанам выверяют установку роликов оптико-геодезическим методом, после чего навешивают ленту конвейера. Допускаемые отклонения поперечной оси роликов от оси конвейера ± 3 мм. 4.3.7. Последовательность навески конвейерной ленты (черт. 3): в здание приводной станции краном подают бухты ленты, которую стыкуют методом вулканизации и наматывают на приводной барабан. Таким образом на приводной барабан наматывают полный комплект ленты; гуммированные барабаны конвейера (приводные, натяжной и головной) обкладывают по образующим досками, которые закрепляют стальной проволокой диаметрами 1,5 - 2,0 мм; по всей трассе конвейера с помощью лебедки прокладывают стальной трос, один конец которого закрепляют на пустом приводном барабане (лебедке), а другой соединяют с конвейерной лентой; растормаживают приводной барабан с лентой и включают второй барабан (лебедку) для намотки троса. Таким образом ленту протаскивают по всей трассе конвейера. Концы ленты выводят в проем опорной площадки и стыкуют. При наличии у монтажной организации специальной машины для замены транспортерной ленты рекомендуется использовать для навески ленты эту машину. 4.3.8. Стыковку резинотросовой ленты выполняет заказчик в соответствии с инструкцией предприятия-изготовителя. 4.3.9. После монтажа систем централизованной смазки конвейер испытывают в соответствии с разделом 15 настоящих ВСН. Схема навески ленты конвейера
1 - канат; 2 - приводной барабан с конвейерной лентой; 3 - конвейерная лента, 4 - приводной барабан (или лебедка); 5 - обводные ролики; 6 - привод конвейера Черт. 3 4.4. Система скиповой подачи шихты на колошник4.4.1. Перед монтажом скипов и шкивов принимают опорные металлоконструкции наклонного моста согласно п. 2.4 настоящих ВСН. Допускаемые отклонения положений рельсов для передвижения скипов и мест установки шкивов приведены в табл. 4. 4.4.2. Скипы, шкивы и тележку для смены скипов подают на монтажную площадку в собранном виде. 4.4.3. Шкивы устанавливают в проектное положение преимущественно совместно с опорными металлоконструкциями башенным краном. При раздельном монтаже шкивы устанавливают и выверяют на строганых металлических прокладках. Допускаемые отклонения шкивов приведены в табл. 4. Таблица 4
4.4.4. Скипы (черт. 4) и тележку для смены скипов устанавливают башенным или самоходным краном, предназначенным для монтажа металлоконструкций наклонного моста. Скипы устанавливают в скиповую яму на деревянные подкладки, после чего натяжные болты упряжи вывертывают на максимальный размер. После установки шкивов производят запасовку канатов для перемещения скипов. 4.4.5. Параллельно с монтажом оборудования наклонного моста монтируют конусную и скиповую лебедки. При приемке фундамента скиповой лебедки проверяют положение оси барабана лебедки относительно оси наклонного моста. Допускаемое отклонение ± 10 мм. 4.4.6. Основные узлы скиповой лебедки подают в машинный зал через проем в кровле башенным краном или через проем в стене здания самоходным краном. Станину лебедки устанавливают на направляющие и надвигают на фундамент. Части станины выверяют оптико-геодезическим методом. Допускаемое отклонение от горизонтальности 0,1 мм на 1 м длины. Схема монтажа скипа
1 - наклонный мост; 2 - полиспаст; 3 - крюк крана; 4 - скип; 5 - шпалы; 6 - скиповая яма Черт. 4 4.4.7. После подливки станины монтируют лебедку: устанавливают корпус подшипников главного и промежуточного валов и фиксируют коническими штифтами; собирают барабан на подшипниках и устанавливают на станину. Допускаемое отклонение поперечной оси барабана (середина нарезной части) от продольной оси наклонного моста - не более 10 мм, осевой зазор в подшипниках - не более 0,1 мм, а радиальный - не более 0,05 мм; устанавливают промежуточные валы с шестернями на подшипниках; собирают узлы валов с шестернями, тормозами и полумуфтами для соединения с электромоторами; устанавливают электромоторы и соединяют полумуфты на валах. 4.4.8. Последовательность установки и регулировки тормозов: на шпильках устанавливают стойки; собирают коромысла и присоединяют к ним тормозные колодки и половинки коробок для электромагнитов; устанавливают катушки электромагнитов и тормозные пружины и соединяют половинки коробок болтами; регулируют зазор между тормозными колодками и шкивом. Зазор не должен превышать 1,5 - 2,0 мм. 4.4.9. После сборки вручную прокручивают лебедку, проверяя зацепление всех шестеренных пар, при этом результаты проверки их зацеплений должны соответствовать ГОСТ 1643-81. 4.4.10. Ванну шестерни барабана промывают керосином, продувают воздухом и заполняют маслом. 4.4.11. После проверки поступления масла ко всем точкам производят испытание лебедки согласно п. 15.9 настоящих ВСН. 4.4.12. Во избежание пережога канатов их запасовку производят после окончания всех сварочных работ на наклонном мосту и его заземления. 4.4.13. Последовательность запасовки канатов (черт. 5): под наклонным мостом устанавливают бухту с парой канатов требуемой длины, лебедку тяговым усилием не менее 50 кН (5 тс), а на мосту закрепляют обводные блоки; от лебедки, вверх по наклонному мосту, через канатные шкивы и проем в машинном зале прокладывают вспомогательный канат и сращивают его с канатами на бухте; протягивают лебедкой скиповые канаты по наклонному мосту, при этом движение вспомогательного каната и прикрепленного к нему основного должно происходить через ручьи шкивов и обводные блоки. При наличии у монтажной организации специальной машины для замены каната рекомендуется использовать для запасовки каната эту машину. Схема запасовки скиповых канатов
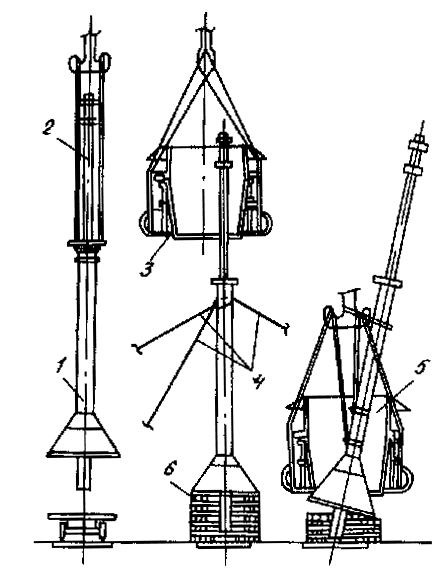
1 - бухта с канатом; 2 - скиповая лебедка; 3 - канат; 4 - наклонный мост; 5 - вспомогательный канат; 6 - канатные шкивы; 7 - обводной блок; 8 - монтажная лебедка; 9 - скип Черт. 5 4.4.14. Концы канатов крепят к упряжи скипа и барабану лебедки, после чего скип устанавливают в положение опрокидывания на колошнике. Вторую пару канатов запасовывают аналогично первой паре. 4.4.15. После запасовки канатов скипы прогоняют по путям наклонного моста на малой скорости, проверяя плавность хода и прилегание всех ходовых колес к рельсам. 4.4.16. При крайних положениях скипов выравнивают длину скиповых канатов: канаты перетягивают на барабане лебедки и повторно закрепляют на нем. Параллельно с канатами скипов поднимают четыре каната, которые соединяют лебедку маневрирования конусами с балансирами. Канаты следует поднимать и запасовывать одновременно. После запасовки одни концы канатов присоединяют к упряжи балансиров, а другие через механизм натяжения - к лебедке управления конусами. Каждый канат следует крепить к упряжи пятью зажимами так, чтобы обе ветви каната плотно облегали коуш. 5. ОБОРУДОВАНИЕ СИСТЕМ ЗАГРУЗКИ5.1. Засыпные устройства5.1.2. Ремонтный цех или площадка должны быть оборудованы сборочными стендами, сварочными постами, подъемно-транспортными средствами, путями подачи оборудования в цех (на площадку) и зону монтажа. 5.1.3. При укрупнительной сборке засыпного устройства с гидравлическим приводом основных исполнительных механизмов в цехе (на площадке) должна быть установлена гидравлическая насосная станция требуемых давления и подачи. 5.1.4. При приемке под монтаж колошникового фланца составляется формуляр. Допускаемое отклонение центра фланца относительно центра мараторного кольца или нижнего уровня распара ± 30 мм, отклонение от горизонтальности верхней плоскости колошникового фланца ± 3 мм. 5.1.5. После приемки на колошниковый фланец наносят две взаимно перпендикулярные оси, совпадающие с осями доменной печи и наклонного моста. 5.1.6. При приемке опорных металлоконструкций под балансиры конусов допускаемое отклонение осей рам от их проектного положения ± 20 мм, отклонение высотных отметок верха подбалансирных балок ± 20 мм, отклонение от горизонтальности балок - не более 3 мм на 1 м длины. 5.1.7. Остальные опорные конструкции принимают согласно п. 2.5 настоящих ВСН. Загрузочное устройство с механическим приводом Сначала собирают засыпной аппарат и газовый затвор, затем штанги большого и малого конусов с распределителем шихты и малым конусом, приемную воронку, подвески конусов и балансиры. 5.1.9. При сборке засыпного аппарата проверяют: отсутствие на соприкасающихся поверхностях конуса и чаши забоин, трещин и царапин глубиной более 0,3 мм; плотность прилегания соприкасающихся поверхностей конуса и чаши. Местный зазор не должен превышать 0,05 мм. 5.1.10. При сборке газового затвора допускаемое отклонение от горизонтальности плоскостей верхнего и нижнего фланцев 2 мм (на диаметр в любом направлении), отклонение от совмещения осей фланцев ± 2,5 мм. Разбивка отверстий в верхнем и нижнем фланцах должна соответствовать разбивке отверстий во фланцах распределителя шихты и колошникового кольца. Отклонение от совмещения осей взаимно сопряженных отверстий не должно превышать половины зазора между болтом и отверстием для него. 5.1.11. После сборки газового затвора наносят оси доменной печи на нижний и верхний фланцы. Затем производят укрупнение и строповку узлов засыпного аппарата (черт. 6). Схема строповки засыпного аппарата
1 - большой конус; 2 - чаша; 3 - фальш-штанга; 4 - газовый затвор; 5 - крюк крана; 6 - строповочный канат Черт. 6 5.1.12. После сборки распределителя шихты проверяют отклонение от горизонтальности венцовой шестерни: оно не должно превышать 0,1 мм на 1 м длины диаметра в любом направлении; зазор между упорными роликами и зубчатым венцом но должен превышать 0,5 мм, зазор между нижней беговой дорожкой и опорными роликами - 5 мм. 5.1.13. Проверяют работу распределителя шихты вручную, при этом распределительная воронка должна поворачиваться плавно, без заеданий. 5.1.14. На нижний фланец распределителя шихты наносят две взаимно перпендикулярные оси, соориентированные относительно осей доменной печи и наклонного моста, после чего производят укрупнительную сборку и строповку распределителя шихты с малым конусом и штангами большого и малого конусов (черт. 7). Укрупнительная сборка штанг большого и малого конусов с распределителем шихты в монтажный блок
1 и 2 - штанги конусов соответственно малого и большого; 3 - распределитель шихты; 4 - оттяжки; 5 - монтажный блок; 6 - шпальная клетка Черт. 7 5.1.15. Собирают приемную воронку, при этом проверяют стыковку сопрягаемых частей, навешивают и закрепляют футеровочные плиты, проверяя плотность их прилегания к стенкам воронки. Раскрепляют стенки воронок распорками, исключающими их деформацию при монтаже. 5.1.16. Производят укрупнительную сборку балансиров. Для этого на клетку из шпал, устроенную на тележке или железнодорожной платформе, устанавливают раму балансиров и на нее насечкой наносят оси доменной печи. Затем на раму устанавливают вал с балансирами, предварительно проверив правильность расположения отверстий под болты относительно осей доменной печи; проверяют правильность посадки подшипников и наличие смазки в подшипниковых узлах; на раме закрепляют консольные балки и устанавливают направляющее устройство. 5.1.17. Для удержания контргрузов на раму балансиров устанавливают тележку и проверяют плавность ее хода; производят разводку труб централизованной смазки и проверяют работу гидравлических домкратов для передвижения балансиров при регулировке конусов. 5.1.18. Проверяют основные размеры балансиров и при необходимости производят их регулировку, добиваясь наибольшего приближения замеряемых размеров к проектным, при этом: отклонение опорного вала балансиров от горизонтальности не должно превышать 0,1 мм на 1 м длины вала; при закрытых конусах расстояние от оси вращения балансиров до оси подвески шатунов должно быть равно половине хода конуса, отклонение не должно превышать ± 3 мм; радиус вращения шатунов относительно оси балансиров должен быть равен радиусу вращения направляющего устройства. 5.1.19. С помощью монтажной тележки устанавливают загрузочное устройство в проектное положение в последовательности, указанной в п. 5.1.8 настоящих ВСН. 5.1.20. Асбестовый шнур, служащий прокладочным материалом между фланцевыми соединениями загрузочного устройства, пропитывают 30 %-ным раствором поваренной соли (температура 60 - 80 °С) не менее 3 ч. 5.1.21. В проектное положение по осевым рискам, намеченным на торцах колошникового фланца и чаши, устанавливают засыпной аппарат. При этом несоосность засыпного аппарата относительно вертикальной оси доменной печи не должна превышать ± 20 мм, а отклонение от горизонтальности фланца газового затвора - 0,1 мм на 1 м диаметра в любом направлении. 5.1.22. На фланец газового затвора устанавливают распределитель шихты, заводят штангу в гнездо большого конуса и закрепляют ее клином. Эту операцию проводят в присутствии представителя заказчика. 5.1.23. На опорные металлоконструкции под балансиры следует нанести две взаимно перпендикулярные оси, соориентированные относительно осей доменной печи, так, чтобы при установке балансиров опорная рама не закрывала их. Для перемещения балансиров в горизонтальной плоскости в двух взаимно перпендикулярных направлениях необходимо на опорные металлоконструкции установить домкраты. 5.1.24. Последовательность монтажа балансиров: устанавливают и выверяют по нанесенным рискам опорную раму с тележкой опирания контргрузов, консольными балками и направляющими устройствами. Отклонение от горизонтальности опорных частей рамы не должно превышать 0,1 мм на 1 м длины в любом направлении; устанавливают и выверяют вал с балансирами, подшипниками и шатунами. Отклонение от горизонтальности вала не должно превышать 0,1 мм на 1 м длины вала; соединяют шатуны с направляющим устройством. Заводят под балансиры подвески большого и малого конусов и соединяют их с тягами балансиров. Внутренние гайки подвесок завертывают до конца резьбы, наружные - снимают; на штангу большого конуса надевают траверсу, опустив штангу в крайнее нижнее положение; устанавливают рычаги балансиров в нижнее положение и, подведя под них опорную тележку, заводят подвески в отверстие траверсы и навертывают гайки; подвески штанги малого конуса соединяют с траверсой и поднимают выше траверсы большого конуса. Затем заводят штангу малого конуса между подвесками штанги большого конуса и соединяют ее с балансиром; на рычаги устанавливают контргрузы. Потом монтируют приемную воронку, канатные шкивы и запасовывают канаты от рычагов балансиров до лебедки управления конусами. 5.1.25. Производят регулировку и центровку конусов. Большой конус поднимают балансирами так, чтобы зазор между соприкасающимися поверхностями чаши и конуса составлял не более 50 мм, раскачивают его и дают остановиться. Нутромером замеряют зазор между соприкасающимися поверхностями в восьми равномерно расположенных точках. Разница замеров в двух противоположных точках не должна превышать 1 мм для печей объемом до 2000 м3 и 2 мм для печей объемом до 3200 м3. Если разница превышает указанные значения, производят регулировку положения конуса относительно чаши путем перемещения балансиров с помощью домкратов, установленных на опорные металлоконструкции копра. 5.1.26. Производят центровку малого конуса, перемещая вращающуюся воронку с помощью домкратов, установленных на газовом затворе. 5.1.27. Окончательно проверяют центровку большого конуса при открытом и закрытом малом конусе и малого конуса - при открытом и закрытом большом конусе. Выверка установки конусов проведена правильно, если в верхнем положении конусов удар их о соприкасающиеся поверхности чаши и распределителя шихты образует четкий несдвоенный звук. В противном случае операции по выверке положения конусов должны быть повторены. 5.1.28. Устанавливают привод вращения распределительной воронки и производят обкатку распределителя шихты в течение 2 ч в обе стороны; распределительная воронка должна вращаться плавно, без заеданий, а температура нагрева подшипников не должна превышать 60 °С. 5.1.29. Проверку работы загрузочного устройства производят по рабочей программе в соответствии с разделом 15 настоящих ВСН. 5.1.30. При совмещенном способе монтажа конструкций печи и загрузочного устройства последнее монтируют башенным краном в такой последовательности: большой конус, чаша, газовый затвор (в сборе), штанга большого конуса, малый конус со штангой, распределитель шихты и его привод, рама балансиров, балансиры, подвески конусов, контргрузы балансиров и приемная воронка. При данном порядке монтажа все операции по выверке узлов загрузочного устройства аналогичны операциям по выверке узлов при его монтаже укрупненными блоками. Бесконусное загрузочное устройство 5.1.31. До начала монтажа загрузочного устройства (черт. 8) подготовляют монтажную площадку или ремонтный цех согласно пп. 5.1.1, 5.1.2 настоящих ВСН. 5.1.32. На монтажной площадке или в цехе производят укрупнительную сборку узлов загрузочного устройства с обвязкой их трубопроводами систем гидравлики, смазки, охлаждения (редуктор с компенсатором и листовой задвижкой, блок клапанов с рычагами и гидроцилиндрами, шихтовые бункера с футеровкой или блок из двух шихтовых бункеров, причем шихтовые бункера укрупняются в блок с применением кондуктора). 5.1.33. Загрузочное устройство монтируют специальным мостовым краном. Устанавливают четыре трубчатые опорные колонны, а на временные стойки - промежуточную воронку и блок клапанов; предварительно на фланец промежуточной воронки наносят слой краски (свинцовый сурик) и укладывают уплотнение из асбестового шнура, а на верхнюю часть блока клапанов устанавливают кондуктор для установки бункеров (при установке бункеров одним блоком). 5.1.34. После окончательной выверки и закрепления блока клапанов к трубчатым колоннам монтируют шихтовые бункера, корпуса верхних уплотнительных клапанов, собственно клапаны и приемную воронку загрузочного устройства. Схема бесконусного загрузочного устройства
1 - приемная передвижная воронка; 2 - газоуплотнительный клапан; 3 - шихтовый бункер; 4 - шихтовый затвор; 5 - лоток; 6 - промежуточная воронка; 7 - трубчатые опорные колонны, 8 - компенсатор; 9 - труба; 10 - специальный редуктор; 11 - распределительный лоток; 12 - купол печи Черт. 8 5.1.35. Выверка и приемка колошникового фланца производятся после выполнения монтажа конструкций колошника, основного оборудования загрузочного устройства, газоходов, кровли литейного двора, футеровки газоходов. Допускаемое отклонение центра фланца относительно оси печи ± 30 мм, отклонение от горизонтальности опорной поверхности фланца не более 1 мм на его диаметр. Монтаж редуктора производится после приемки колошникового кольца с использованием монорельсов и талей, предусмотренных для ремонтных работ. 5.1.36. Монтаж систем смазки, гидравлики, охлаждения жидким азотом и выравнивания давления производят параллельно. 5.1.37. Поворотный лоток распределителя шихты рекомендуется монтировать после наладки привода поворотного лотка и окончательной наладки бесконусного засыпного устройства. Бесконусное загрузочное устройство типа "Воронка - склиз" с распределителем шихты 5.1.38. Загрузочное устройство (черт. 9) монтируют с помощью специального мостового крана или монтажной тележки предварительно укрупненными на монтажной площадке или в цехе блоками в такой последовательности: блок основания с отсечным устройством; два блока шихтовых затворов с газоотсекающими клапанами (с использованием специальной траверсы); блок из двух бункеров с верхними газоотсекающими клапанами (бункера соединяются между собой связями); распределитель шихты в сборе; блок приемной воронки; блок гидравлической насосной станции; соединяющие трубопроводы систем гидравлики, смазки, охлаждения, азото- и пароснабжения. Схема бесконусного загрузочного устройства типа "Воронка-склиз" с распределителем шихты
1 - приемная воронка; 2 - газоотсекающий клапан; 3 - приемный бункер; 4 - шихтовый затвор; 5 - распределитель шихты; 6 - отсечное устройство; 7 - основание; 8 - колошниковый фланец Черт. 9 5.1.39. Укрупнительную сборку блока распределителя шихты производят на сталевозных тележках на специальном стенде в горизонтальном положении; вывод его в вертикальное положение осуществляют вместе со стендом с помощью мостового крана или монтажной тележки, одновременно перемещая сталевозные тележки. 5.1.40. После монтажа блока распределителя шихты и утяжки уплотнений выполняется центровка распределителя шихты; допускаемое отклонение от горизонтальности нижних опор редуктора 0,5 мм на 1 м длины. 5.2. Лебедка маневрирования конусами5.2.1. Однодвигательную лебедку маневрирования конусами поставляют на монтажную площадку в собранном виде и подают в машинный зал через монтажный проем. 5.2.2. На фундамент лебедку поднимают и устанавливают кран-балкой или талью. 5.2.3. Двухдвигательную лебедку маневрирования конусами поставляют на монтажную площадку узлами и через монтажный проем подают в машинный зал. Лебедку собирают на фундаменте кран-балкой в такой последовательности: сначала устанавливают раму, выверяя ее, затем барабан, редуктор, промежуточные валы, муфты, тормоза и двигатели. 5.2.4. Лебедку маневрирования конусами устанавливают на регулируемые клиновые подкладки. Допускаемое отклонение от горизонтальности 0,1 мм на 1 м длины. Допускаемое отклонение поперечной оси барабана лебедки относительно оси упряжи балансиров ± 10 мм. 5.2.5. После подливки лебедки вручную прокручивают барабаны большого и малого конусов и через верхние люки проверяют зацепление шестеренных пар. Барабаны устанавливают так, чтобы выступы соприкасались с кулачками большой шестерни. Это соответствует положению барабанов при полностью закрытых конусах. Результаты проверки зацепления шестерен должны соответствовать ГОСТ 1643 - 81. 5.2.6. После заполнения системы централизованной смазки механизмов лебедки производят опробование ее работы вхолостую в течение 2 ч. Регулировку тормозов производят аналогично регулировке тормозов скиповой лебедки. 5.2.7. Перед установкой на лебедку цепи необходимо промыть керосином и смазать составом из машинного масла (70 %) и графита (30 %), после чего закрепить на барабанах лебедки. 5.2.8. Предварительно к перекрытию машинного зала временно подвешивают механизм предельного натяжения канатов и связанный с ним противоскручивающий механизм. 5.2.9. Спущенные с кровли машинного зала канаты барабанов большого и малого конусов соединяют на шести коушах с механизмом предельного натяжения канатов и цепями на барабанах лебедки, после чего регулируют механизм предельного натяжения канатов. Механизм должен отключать лебедку при минимальном (конус не загружен, контргрузы опираются на тележку) и максимальном (конус загружен шихтой) натяжениях канатов. 5.2.10. После центровки конусов производят окончательное испытание лебедки согласно п. 15.11 настоящих ВСН. 5.3. Атмосферные клапаны5.3.1. Атмосферные клапаны на доменной печи, а также клапаны на воздухонагревателях и пылеуловителях поступают на монтажную площадку в собранном виде комплектно с трубопроводами. 5.3.2. Предварительно у клапанов проверяют: состояние соприкасающихся поверхностей, на которых не допускаются трещины, раковины, задиры и другие дефекты; отклонение размеров рычагов от проектных; плотность прилегания тарелки клапана к седлу, причем зазор не должен превышать 0,05 мм по всей соприкасающейся поверхности. Проверку производят щупом; работу рычагов привода клапана. Они должны свободно перемещаться и в конечном положении плотно прижимать тарелку клапана к седлу. 5.3.3. Клапаны со "свечами" следует собирать на монтажной площадке, а устанавливать - на асбестовых прокладках, пропитанных насыщенным соляным раствором, с помощью башенного крана. 5.3.4. После установки соединяют рычаг привода клапана с лебедкой управления канатом. Для этого вдоль корпуса доменной печи в удобных для обслуживания местах приваривают кронштейны с блоками, выверяя их установку по шнуру. При работе канат, проложенный от приводной лебедки к клапану, не должен касаться металлоконструкций. 5.3.5. При гидравлическом приводе клапана производится монтаж системы трубопроводов от насосной станции до клапана с промывкой и заполнением этой системы маслом. 6. ОБОРУДОВАНИЕ ЛИТЕЙНОГО ДВОРА И ШАХТЫ ДОМЕННОЙ ПЕЧИ6.1. Фурменные приборы6.1.1. До начала монтажа фурменных приборов вокруг кожуха доменной печи монтируют монорельс с талями и принимают кольцевой воздухопровод с допусками согласно табл. 14 СНиП III-18-75. До монтажа на кожухе печи устанавливают фланцы фурменных приборов. Отверстия в кожухе должны быть вырезаны на предприятии, изготовляющем кожух, или организацией, монтирующей металлические конструкции. Допускаемое отклонение расположения отверстий в плане ± 2 мм, высотных отметок ± 2 мм. 6.1.2. Допускаемые отклонения при установке фланцев приведены в табл. 5. Таблица 5
Схема выверки фурменного прибора
1 - фурменный прибор; 2 - фальш-фурма; 3 - визирные марки; 4 - временная опора; 5 - светящаяся марка; 6 - теодолит Черт. 10 6.1.3. Выверку фланцев рекомендуется производить оптико-геодезическим методом с использованием фальш-фурмы. После выверки фланцы приваривают к кожуху печи. 6.1.4. Последовательность монтажа фурменных приборов: устанавливают фурменные приборы, временно закрепляя их на стяжных винтах. Предварительно должны быть выполнены футеровочные работы; окончательно выверяют в плане и по высоте фурменные приборы оптико-геодезическим методом (черт. 10). 6.1.5. С помощью приспособления (черт. 11) размечают отверстия на кольцевом воздухопроводе для приварки воздухоподводящего рукава. Схема разметки отверстий для патрубков на кольцевом воздухопроводе
1 - фирменный прибор; 2 - приспособление для разметки; 3 - ось патрубка; 4 - кольцевой воздухопровод Черт. 11 6.1.6. По окончании обварки рукавов устанавливают асбестовые прокладки сечением 16 - 20 мм2, пропитанные горячим насыщенным 30 %-ным раствором поваренной соли в течение 3 ч, после чего затягивают болтовые соединения. Зазоры между боковыми поверхностями амбразур холодильников и огнеупорной кладкой зачеканивают шнуровым асбестом. Работу следует производить деревянными чеканками. 6.2. Пушка для забивки чугунной летки6.2.1. Опорные конструкции и фундамент под электропушку принимают согласно п. 2.5 настоящих ВСН. 6.2.2. Электропушку, имеющую захватный механизм (защелку), устанавливают с помощью мостового крана и полиспаста или предусмотренных проектом средств механизации для установки и ремонта пушки. Сначала по уровню (допускаемое отклонение от горизонтальности не более 0,1 мм на 1 м длины) устанавливают опорную плиту, затем колонну, на которую подвешивают пушку. Допускаемое отклонение от вертикальности не более 1 мм на всю высоту. 6.2.3. Положение пушки (черт. 12) и ее движение регулируют с учетом плавного подхода ее носка к чугунной летке. При подходе носка к центру летки защелка должна войти в захват и зафиксировать положение пушки. При движении пушка не должна задевать желоб для выпуска чугуна. После регулировки движения захват защелки приваривают к кожуху печи. Схема выверки электропушки
А; В, Н, ? - контролируемые размеры Черт. 12 6.2.4. Установку электропушки (тип ПЭ 0.35/100) с замыканием реактивных усилий на колонну и опорную плиту (без защелки) производят по временной эстакаде или специально предусмотренным проектом направляющим надвижкой на фундамент (черт. 13) с последующей установкой фундаментных болтов. 6.3. Желоба для чугуна и шлака6.3.1. Под монтажный проем литейного двора подают желоба для чугуна и шлака в комплекте с отсечными устройствами, носками и креплениями. 6.3.2. Фундаменты под желоба принимают согласно п. 2.5 настоящих ВСН с выполнением исполнительной схемы (черт. 14). На схеме без скобок указаны фактические размеры, а в скобках - проектные. 6.3.3. Установку желобов слива чугуна и шлака начинают с желоба под леткой печи. Первые номера желобов устанавливают с помощью полиспастов, а остальные - мостовым краном. Желоба монтируют на подкладках из огнеупорного кирпича, используя для контроля геодезические приборы. Допускаемое отклонение от проектного уклона не более ± 10 мм. Крепление производят болтами, клиньями или прутьями. Схема монтажа электропушки
1 - мостовой кран; 2 - кольцевой воздухопровод; 3 - монтажная балка; 4 - полиспаст; 5 - отводной блок; 6 - домкрат реечный; 7 - поддерживающие козлы; 8 - эстакада Черт. 13 6.3.4. Последовательность монтажа поворотных желобов: на фундаментные болты устанавливают роликовые дорожки и плиты шарнирных опор, проверяя их по осям и отметкам (допускаемое отклонение расположения и высотных отметок ± 2 мм); соединяют желоб с опорной рамой и после футеровки устанавливают на место; на фундамент устанавливают привод, кривошип которого тягой соединяют с кронштейном опорной рамы желоба. 6.3.5. При монтаже механизма поворота желоба отклонение шатуна от горизонтальности не более 0,1 мм на 1 м. Пример составления исполнительной схемы на стационарный желоб
Черт. 14 6.3.6. Последовательность монтажа качающихся желобов: устанавливают опоры. Допускаемое отклонение от горизонтальности и вертикальности плоскостей не более 0,1 мм на 1 м длины; устанавливают люльку и на фундаменты ставят привод, кривошип которого шатуном соединяют с цапфой люльки. 6.3.7. После пробного перемещения конструкций поворотных и качающихся желобов над установленными чугуно- и шлаковозными ковшами опорные конструкции подливают бетоном. Допускаемое отклонение оси носка от центра ковша ± 100 мм. 7. ПЫЛЕУЛОВИТЕЛЬ7.1. Атмосферный клапан, лебедки, винтовой транспортер и пылеспускной клапан поставляют на монтажную площадку в собранном виде, испытанными на предприятии-изготовителе. 7.2. Перед монтажом оборудование рекомендуется укрупнять с элементами стальных конструкций в следующие блоки: нижний конус и пылеспускной клапан; внутренняя труба, опорное кольцо и седло отсекающего клапана; кожух отсекающего клапана с футеровочными плитами и люком; копер отсекающего клапана с площадками и консольным краном; свеча с футеровкой и атмосферным клапаном. 7.3. Перед установкой отсекающего клапана необходимо проверить соответствие горловины пылеуловителя и корпуса клапана проекту. Допускаемые отклонения приведены в табл. 6. Таблица 6
7.4. Крышку отсекающего клапана монтируют с учетом установки штанги. Допускаемое отклонение от соосности штанги клапана с крышкой и седлом ± 3 мм. Соосность регулируется перемещением направляющего блока лебедок и крышки клапана (черт. 15). Схема проверки соосности штанги клапанов с крышкой и седлом
1 - седло клапана; 2 - клапан; 3 - штанга; 4 - крышка клапана; 5 - направляющий блок; а1, а2, с, с2 - контролируемые размеры Черт. 15
Внимание! Это не полная версия документа. Полная версия доступна для скачивания.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Категории документа: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Спонсоры раздела:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Читайте также:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Copyright © 2009 Bud Info. Все права защищены. Disclaimer
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||